欢迎来到金站网
金站网首页
网站导航
(一)质量性能:真空渗碳实现精度突破

|
指标
|
连续渗碳(传统气氛)
|
真空渗碳
|
技术价值
|
|
渗层均匀性
|
±0.15mm
|
±0.03mm
|
齿轮接触疲劳寿命提升 40%
|
|
表面氧化层
|
3-5μm
|
0μm
|
省去抛丸清洗后处理工序
|
|
复杂结构适配性
|
盲孔渗碳≤孔口 50%
|
全深度覆盖(深径比 15:1)
|
满足新能源电机轴加工需求
|
|
变形控制
|
0.1mm 左右
|
≤0.02mm(减少 70%)
|
降低磨削返工率
|
|
疲劳强度
|
基础值
|
提升 250-300MPa
|
适配新能源车高载荷场景
|
真空渗碳通过 “1100℃高温 + 乙炔脉冲渗碳” 技术,配合碳势控制(精度 ±0.05% C),实现齿根渗层精度 ±0.03mm。某新能源车企应用后,减速器齿轮寿命突破 2×10⁷次,超行业标准 30%。连续渗碳则依赖传统气氛控制,在复杂结构处理与精度控制上存在天然局限。
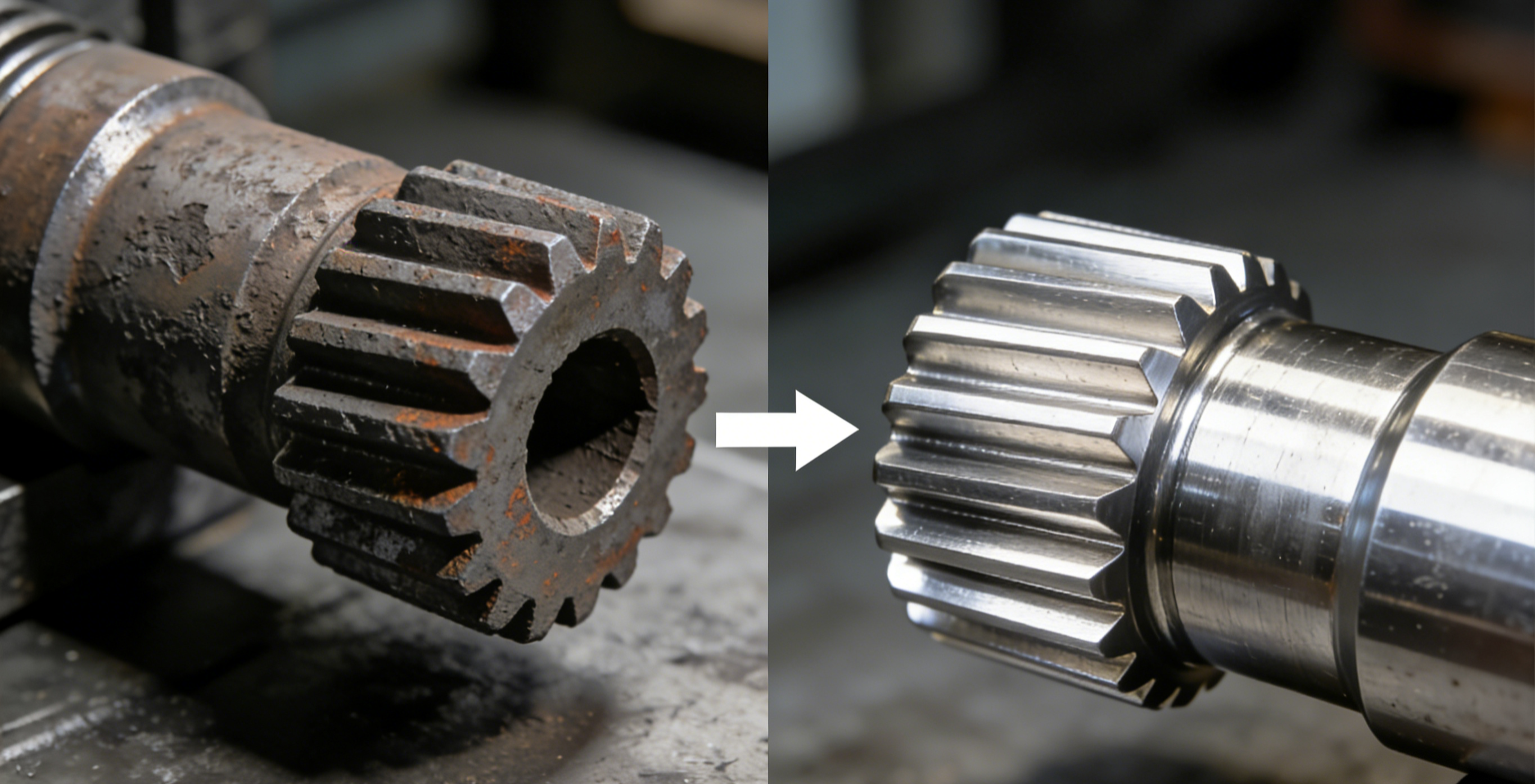
真空渗碳基于负压环境与脉冲供气技术,实现碳源精细渗透,完全消除表面氧化问题,且能适配不锈钢、高合金钢等多种特殊材料。通过动态气淬与智能参数调控,可有效控制零件变形,尤其适配深孔、薄壁等复杂结构件的精密加工需求。

新能源汽车**齿轴:需满足齿根硬度 HRC58-60、变形量≤0.03mm 的精密要求,如减速器齿轮、电机轴;
出口型零部件:应对欧盟 ELV 指令与碳关税,需 EN ISO 14064-1 碳足迹认证及零 VOC 排放合规性;
复杂结构件:盲孔、薄壁类齿轴(如燃料电池双极板),需全深度均匀渗碳覆盖。
传统燃油车批量件:如商用车变速箱齿轮,对渗层均匀性要求 ±0.1mm 以内;
短期过渡性项目:无需长期性能升级与出口认证,侧重快速投产;
简单结构件:无深孔、薄壁设计,可接受常规变形量与后处理工序。