欢迎来到金站网
金站网首页
网站导航
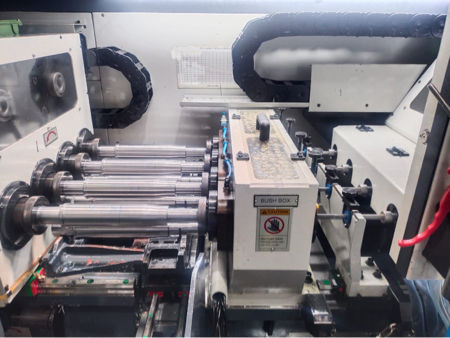
在深孔加工领域,传统焊接合金枪钻重磨耗时极长,严重影响生产效率。而机夹枪钻凭借独特设计实现突破,更换刀片和导向块即可复用,进给量较传统焊接枪钻能提升1-2倍。尤其成都工具研究所自产的总长≤600mm整体式机夹枪钻,彻底解决了短总长焊接枪钻强度低、精度差的问题,加工范围覆盖Φ11-Φ51,即便面对交叉孔、盲孔、台阶孔等特殊深孔,也能实现高效加工。
成都工具研究所有限公司推出的枪钻系列产品丰富多样,满足不同加工需求:包括DJQ系列机夹枪钻(直径范围φ12-32mm)、ZDJQ系列整体机夹枪钻(直径范围φ16-32mm)、NJQ系列机夹枪钻(直径范围φ30-51mm)、ZNJQ系列整体机夹枪钻(直径范围φ30-51mm),同时配套有TOGT系列刀片、N4系列刀片及N4DQ系列导条,形成完整的枪钻加工解决方案。

该枪钻系列的加工材料范围广,可涵盖从玻璃纤维、特氟龙等塑料到铸铁、碳钢、铜、铝合金、合金钢等多种材质,应用领域极全,在汽车行业用于凸轮轴、曲轴、转向器齿条、缸头、缸盖等零件加工;模具行业处理水道孔、流道孔、导柱孔等;油泵油嘴中针对喷油器气体、针阀孔、柱塞套等;煤矿机械中加工活塞杆、活柱、缸壁、电液阀等;纺织液压行业涉及热辊辊体、锭子、液压阀等;电力能源领域则应用于转子、芯轴、阀杆、机组外缸、管板等深孔加工场景。
其优势尤为突出,刀具无需重磨,大幅减少生产时间成本;刀片和导条兼容多规格,简化刀具管理流程;分屑结构设计使切屑细小,排屑更稳定流畅;加工高效,进给量相比焊接合金枪钻可提高2-3倍;多种刀片牌号适配不同材料加工;特殊结构设计能应对交叉孔、盲孔、台阶孔等特殊深孔;整体机夹枪钻更适用于加工中心、数控车床等通用机床,为各行业深孔加工提供高效、便捷的选择。