欢迎来到金站网
金站网首页
网站导航
湖南博厚新材料有限公司研发的Fe10W、Fe10V、Fe6V产品上市已来收到了广大客户的青睐。其良好的性能,优惠的价格被广大客户所追捧,在应对冲击与磨粒磨损共存的恶劣环境下被应用。现就大家所遇到的熔覆工艺问题做一个回复。
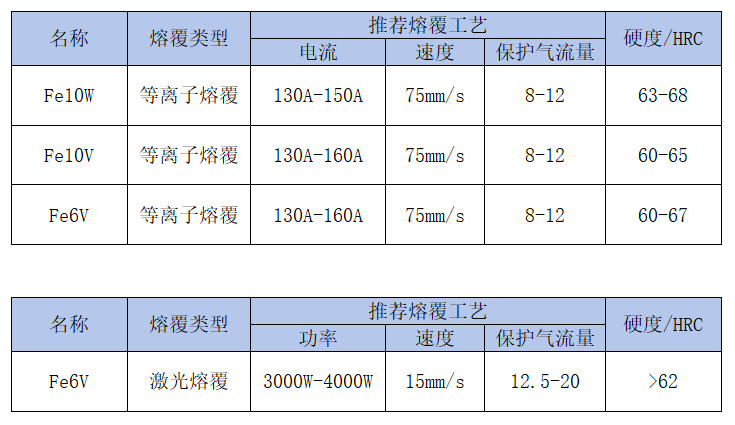
1、Fe10W适合等离子熔覆工艺,推荐电流为130安-150安、熔覆速度:75毫米每秒、保护气流量:8-12。熔覆硬度可达63-68HRC,主要应用于:矿山和工程机械中的铲斗、斗齿、护板、稳定器、曲轴、钻头、斜槽等。
2、Fe10V适合等离子熔覆工艺,推荐电流为130安-160安、熔覆速度:75毫米每秒、保护气流量:8-12。熔覆硬度可达60-65HRC,主要应用于:石油和天然气中的扶正器、曲轴、钻头等。矿山和工程机械中的液压油缸、旋转叶轮、破碎辊和工程机械中的刮刀斗齿和耐磨板等。
3、Fe6V适合等离子熔覆工艺,推荐电流为130安-160安、熔覆速度:75毫米每秒、保护气流量:8-12。熔覆硬度可达60-67HRC,主要应用于:石油和天然气中的扶正器、曲轴、钻头等。矿山和工程机械中的液压油缸、旋转叶轮、破碎辊和工程机械中的刮刀斗齿和耐磨板等。
4、Fe6V适合激光熔覆工艺,推荐功率为3000W-4000W、熔覆速度:15毫米每秒、保护气流量:12.5-20。熔覆硬度大于62HRC,主要应用于:石油和天然气中的扶正器、曲轴、钻头等。矿山和工程机械中的液压油缸、旋转叶轮、破碎辊和工程机械中的刮刀斗齿和耐磨板等。
湖南博厚新材料有限公司深耕表面工程领域,专注于高性能涂层粉末的研发与生产,产品集中为镍基、铁基、铜基三大系列,可满足不同工业场景对耐磨、耐蚀、耐高温等性能的需求。我司凭借成熟的技术体系与丰富的应用经验,助力客户降本增效。如需进一步了解关于产品详情或获取技术支持,欢迎联系我司专业团队。