商机详情 -
上海品质力控打磨
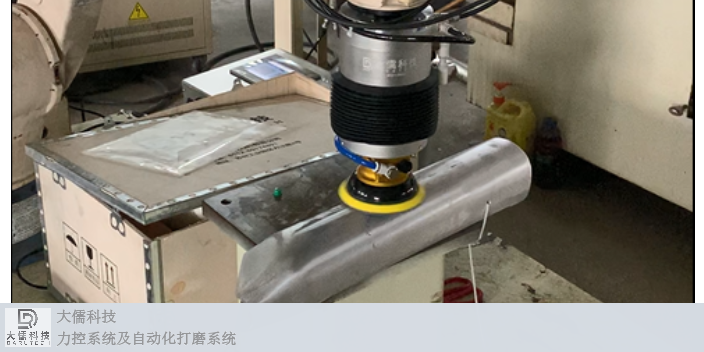
目前我国的打磨抛光方法仍然以手工打磨、手工抛光为主,不仅劳动强度大,加工效率低,对工人技术熟练程度要求高,而且是工人职业病高发领域。因此,自动化打磨抛光设备的大量应用是实现“机械换人”,推动传统制造业实现技术转型升级的重要途径。自动化打磨抛光设备主要由进给系统和打磨抛光头组成,进给系统如关节机器人、直角机器人、并联机构及机床的伺服进给系统等,目前较为成熟和可靠。目前打磨抛光头相对较为粗糙,一般只有打磨抛光的执行机构,缺乏可靠的控制系统和传感系统,无法实现恒力磨削,与进给系统缺乏相互作用、反馈的交互性,无法实时调整,致使现在的自动化打磨抛光设备适应面较窄,无法应对打磨抛光时遇到的各种复杂情况。针对现有技术中存在的上述不足之处,智能柔性打磨力控系统的执行器完成柔性力控制的浮动磨削,通过力控与视觉系统对打磨情况进行感知,反馈给进给系统做出实时调整;采用可自由伸缩的打磨头、被动调整装置、海绵垫等增加打磨效率的同时单、双、三打磨头作业的自由切换可适应有不同需求的场合。上海品质力控打磨
打磨机器人在卫浴五金这个行业的应用,大多数情况下要配合打磨抛光力控系统。因为这个行业的产品大多是不规则的,类似水龙头、门把手等工件,外形曲面、曲线比较复杂,因此多方面配合完成。首先是编程调试;第二是柔性力控制,通过打磨机进行磨削,要求能够快速响应磨削应力的变化,保证力控具有一定精度;第三是自动位置/磨损补偿功能,这可以跟踪检测耗材的磨损情况,适时调整打磨轨迹,保证打磨质量,通过压力补偿、速度补偿来实现。在精度上,像传统的一定定位精度,力控系统通过DH补偿、重力补偿、多点标定、误差补偿算法,将一定定位精度提升到±。另外就是一定路径保持,因为在整个运动过程中,路径跟踪精度也是需要保持的。以往经验来看,当机器人在低速运行时,是能很好的按照规定路线运行的,但在高速时就会存在偏差,这就好比弯道超车。力控系统通过改进路径算法,摆脱了这个困扰,实现了路径与速度无关,任何速度下机器人行走的路径都相同,防止低速示教后高速运行时路径变化导致碰撞。以上是力控系统的金属加工及打磨抛光的分享。上海品质力控打磨

5G时代即将到来,手机外壳材料从塑胶到金属又到非金属材质的轮回,塑胶因为成本低,受到中低端市场的青睐。塑胶外壳的材料通常主要用ABS、PC、PPO、PCABS等工程塑料、合金与碳纤维或玻璃纤维的复合材料等,由于对手机壳表面要求高,注塑的产品达不到要求,因此需要对手机壳表面打磨抛光,消除塑胶结合纹,模痕,夹水纹,雾面,霜面,毛刺,废边,清洁和修复划痕等,以使塑胶表面纹路均匀,使塑胶手机壳变成表面光滑和有高光泽度的效果。一、手机塑胶中框及后盖制程注塑-打磨抛光-清洗-喷涂/镀膜/电镀等-检查-下个制程二、手机塑胶壳打磨抛光的问题点:1.来料检查,需要对来料仔细检查,有问题需要马上联系上道工序;2.打磨主要问题塌边塌孔:边缘,四个圆角,摄像头,插卡孔、数据线孔、按键孔等地方;3.接刀痕,打磨不圆润;4.打磨痕,打磨痕太粗喷涂遮不住,调整加工程序及更换更细的海绵砂;5.合模线没打磨干净。
随着人工费用成本的增加,同时由于工作环境的恶劣,使用工业机器人代替人工进行去毛刺打磨抛光工作变得越来越普遍甚至迫在眉睫!但工业机器人进行去毛刺打磨抛光工作时使用的工具一般都必须是柔性打磨的力控系统,而不能使用刚性工具!例如需要毛刺打磨抛光的铸造共建,由于模具精度等各方面因素,铸件总会存在铸造飞边、分模线和铸造尺寸公差和形位公差;如果采用刚性工具去毛刺打磨抛光,就必须精确控制机器人的运动轨迹以拟合工件边沿;由于机器人的定位精度比较高,这样如果有1000个工件就必须有1000个程序来拟合工件外形,否则就会伤及工件本体或者根本没有将毛刺去除,而这是不可能的!因此必须采用一种特殊的工具-智能柔性打磨力控系统来吸收这个公差,这正是力控的柔性工具产生的原因!
铝圆片广泛应用于电子、日化、医药、文教和汽车配件。电器、保温、机械制造、汽车、航天、模具、建筑、印刷等行业。如厨具用品如不粘锅,压力锅等以及五金用品如灯罩,热水器外壳,拉伸罐体等,是用量大的铝合金板带材深加工产品之一。铝圆片制造结束后一般外圆较为粗糙,需要进行抛光处理。智能柔性打磨力控系统配合标准打磨工作台、工业机器人组成模块化打磨工作站,机器人末端安装打磨力控系统和打磨工具,对固定在标准打磨工作台中的铝圆片进行抛光。打磨力控系统负责打磨过程中的柔性力控制,机器人只负责编程好的打磨路径,实现智能柔性打磨。另外模块化打磨工作台可以避免抛光出的碎屑溅出伤人,提高了机器人打磨工作的安全性,改善了工作环境。韶关力控打磨共同合作
上海品质力控打磨
在力控打磨系统中,会根据不同工艺需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态。上海品质力控打磨