商机详情 -
山西机械设备不锈钢无缝管加工性能
在这样的背景下,利用不锈钢材质,通过穿孔、轧制等工艺制造无缝管的技术应运而生,解决了焊缝带来的性能薄弱点,让管道能够承受更高的压力与更严苛的腐蚀环境。20世纪中期,随着石油化工、电力工业的快速崛起,不锈钢无缝管迎来规模化发展的关键阶段。石油化工行业的炼油装置、化工反应釜,需要管道耐受高温高压、强腐蚀介质;电力工业的锅炉过热器、再热器,对管道的耐高温、抗蠕变性能提出极高要求,这些场景为不锈钢无缝管提供了广阔的应用舞台。这一时期,冷轧、冷拔等精密成型技术的成熟,大幅提升了不锈钢无缝管的尺寸精度与表面质量,使其能够满足工业场景的严苛标准,同时生产工艺的优化也降低了制造成本,推动其从特种材料向主流工业材料迈进。不锈钢无缝管通过整体成型工艺制造,无焊接缝隙,从根本上避免了介质渗漏风险。山西机械设备不锈钢无缝管加工性能
卫生性与环保性是不锈钢无缝管在民生领域应用的重要优势。其表面光滑、无孔隙,不易滋生细菌,且易于清洁消毒,304、316L等牌号的无缝管已通过食品接触用材料安全标准和医用级认证,普遍用于食品加工、医药制造、饮用水输送等领域。同时,不锈钢无缝管具有100%可回收性,回收过程中性能几乎不损失,回收能耗只为原生不锈钢的1/3,符合“双碳”目标和绿色制造理念,在新能源、环保设备等领域的应用优势愈发凸显。不锈钢无缝管的发展历程与不锈钢工业的进步和工业承压系统的升级紧密相连,从较初的粗加工产品到如今的**精密管材,其发展大致经历了萌芽期、成长期、升级期三个阶段,每一个阶段都伴随着技术突破和需求升级的双重驱动。山西机械设备不锈钢无缝管加工性能表面抛光处理可达600目以上,满足光学仪器、装饰工程等高光洁度需求。

成型是重心环节,不锈钢无缝管的制造工艺主要分为热轧与冷加工两大体系,不同工艺适配不同规格与性能需求。热轧工艺是主流生产路径,重心工序包括穿孔、轧管与定径。穿孔是将加热至高温的不锈钢坯料,通过穿孔机轧制成空心毛管,这一过程需精细控制加热温度与轧制速度,温度过高易导致晶粒粗大,过低则会增加轧制难度,甚至出现裂纹;轧管则是通过延伸轧机进一步减壁、延伸,调整毛管的壁厚与长度,提升尺寸精度;定径工序则通过定径机精细控制钢管的外径,确保成品尺寸符合标准要求。热轧工艺生产效率高,可生产大口径、厚壁不锈钢无缝管,适用于能源、化工等对管道规格要求较高的场景。
轧制是将空心管坯轧制成目标尺寸无缝管的重心环节,根据生产工艺的不同,可分为热轧和冷轧(拔)两种。热轧主要用于生产中大型直径、较厚壁厚的无缝管,采用三辊轧管机或连轧管机进行轧制。管坯首先进入轧管机,在轧辊的作用下进行减径和减壁,通过控制轧制力、轧制速度和轧辊间距,将管坯轧制成符合要求的外径和壁厚;轧制完成后,通过定径机进行精确定径,确保外径精度。热轧无缝管的生产效率高,成本较低,但表面粗糙度较大,尺寸精度相对较低。适用于热交换器、冷凝器、反应器等化工重心设备制造。

热轧工艺过程:加热工序:将准备好的不锈钢坯料送入加热炉中,加热至合适的温度范围,通常在1150 - 1250℃之间。在这个温度下,钢材具有良好的塑性,便于后续的变形加工。然而,过高的温度可能导致晶粒粗大,影响力学性能;过低的温度则会使变形抗力增大,增加能耗且不利于成型。因此,精确控制加热温度和时间是关键环节之一。穿孔操作:这是热轧工艺的重心步骤。利用穿孔机将加热后的实心坯料穿成一个空心毛管。在这个过程中,顶头的设计和调整至关重要。合理的顶头形状和位置能够使金属均匀变形,避免出现壁厚不均等问题。同时,要注意润滑剂的使用,以减少摩擦,延长工具寿命,并保证穿孔过程的顺利进行。例如,采用石墨基润滑剂可以在高温下形成有效的润滑膜,保护模具和钢管表面。延伸与定径:穿孔得到的毛管再经过多架次的轧机进行延伸轧制,进一步减小壁厚,增加长度。随后,在定径机组上对其外径进行精确控制,使其达到规定的尺寸公差范围内。定径过程中的速度匹配也很重要,要保证各机架之间的速度协调一致,以确保钢管的表面质量和尺寸精度。如果速度不当,可能会导致竹节状缺陷或者椭圆度超标等问题。抗蠕变性能确保长期高压状态下管道尺寸稳定性,避免形变引发安全隐患。天津环保设备不锈钢无缝管什么地方种类齐全
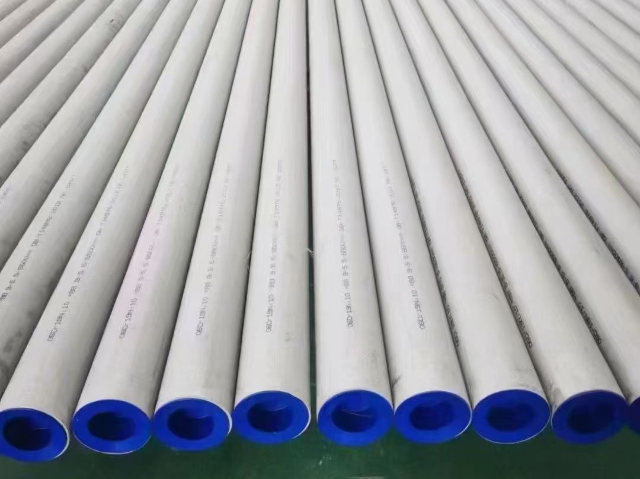
不锈钢无缝管由整块钢锭经穿孔、热轧或冷拔工艺制成,无焊接接头,具有均匀的金属组织结构。山西机械设备不锈钢无缝管加工性能
冷轧(拔)主要用于生产小直径、薄壁、高精度的无缝管,分为冷轧和冷拔两种方式。冷轧采用冷轧管机,以热轧管坯为原料,在常温下通过多道次轧制实现减径和减壁,每道次的压下量控制在10%-20%,避免因单次压下量过大导致管材开裂。冷轧过程中,采用轧制油进行润滑和冷却,减少轧辊与管材的摩擦,提高表面质量。冷拔则是通过模具对管坯进行拉拔,使管材的外径和壁厚进一步减小,尺寸精度更高,表面更光洁。冷轧(拔)后的无缝管因塑性变形产生加工硬化,硬度升高、塑性降低,需进行退火处理以恢复性能。山西机械设备不锈钢无缝管加工性能