商机详情 -
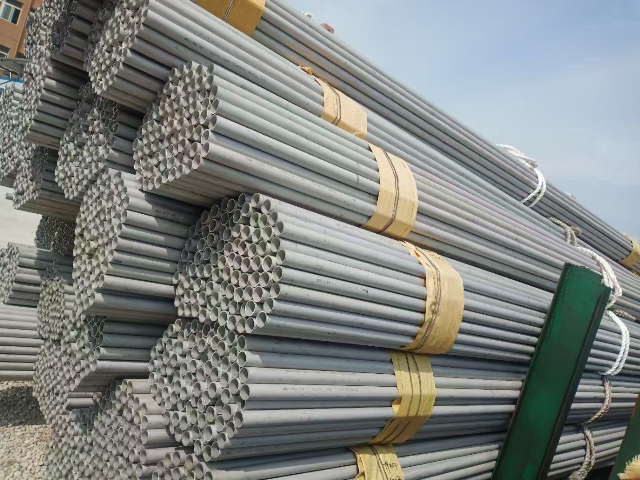
河北不锈钢无缝管什么地方便宜
生产不锈钢无缝管的首要步骤是选择合适的原材料。通常采用质优的不锈钢圆钢或钢锭作为坯料,其化学成分和纯净度必须严格符合相关标准。在投入生产前,需要对原料进行检验和预处理,包括去除表面的氧化皮、裂纹等缺陷,以确保后续加工的质量。这是制造无缝管的关键工序之一。常用的穿孔方法有斜轧穿孔和压力穿孔两种。斜轧穿孔时,将加热后的坯料送入轧辊之间,通过轧辊的旋转和倾斜角度的作用,使坯料中心产生应力集中并逐渐形成空腔,从而实现穿孔。压力穿孔则是利用高压液体或气体的压力将坯料冲穿。穿孔后的毛管壁厚较厚且不均匀,需要进行进一步的处理。超级双相不锈钢如254SMO,具有极高的耐蚀性。河北不锈钢无缝管什么地方便宜

不锈钢无缝管因其美观大方、耐腐蚀性强等特点,在建筑装饰领域得到了广泛应用。它可以用于制作栏杆、扶手、幕墙骨架等装饰构件,不仅能起到防护作用,还能增添建筑物的艺术美感。在一些好些的酒店、写字楼、商场等场所,经常会看到用不锈钢无缝管制作的精美装饰品。此外,不锈钢无缝管还可以与其他材料相结合,创造出更加多样化的设计效果。例如,与玻璃组合制成的隔断墙既透明又坚固;与木材搭配使用的楼梯扶手则展现出独特的风格。浙江电缆部件不锈钢无缝管网站耐蚀不锈钢广泛应用于化工、海洋和食品加工等环境。
冷轧(拔)主要用于生产小直径、薄壁、高精度的无缝管,分为冷轧和冷拔两种方式。冷轧采用冷轧管机,以热轧管坯为原料,在常温下通过多道次轧制实现减径和减壁,每道次的压下量控制在10%-20%,避免因单次压下量过大导致管材开裂。冷轧过程中,采用轧制油进行润滑和冷却,减少轧辊与管材的摩擦,提高表面质量。冷拔则是通过模具对管坯进行拉拔,使管材的外径和壁厚进一步减小,尺寸精度更高,表面更光洁。冷轧(拔)后的无缝管因塑性变形产生加工硬化,硬度升高、塑性降低,需进行退火处理以恢复性能。
热处理是调控不锈钢无缝管力学性能和组织状态的关键工序,主要包括退火、固溶处理、时效处理等,根据管材的材质和用途选择不同的工艺。奥氏体不锈钢无缝管(如304、316L)通常采用固溶退火处理,将管材加热至1050-1150℃,保温一段时间使碳元素充分溶解到奥氏体晶粒中,然后快速水冷,抑制碳与铬的析出,从而保证耐腐蚀性和塑性。马氏体不锈钢无缝管(如410、420)则采用淬火+回火工艺,加热至950-1050℃后油冷淬火,获得马氏体组织,再经200-300℃回火,提高硬度和韧性。双相不锈钢无缝管(如2205)需采用固溶处理,加热至1020-1080℃后快速冷却,以平衡铁素体和奥氏体两相组织的比例,优化综合性能。热处理过程中,需严格控制加热温度、保温时间和冷却速度,确保无缝管性能均匀稳定。不锈钢的广泛应用得益于其多样的材质分类和杰出的性能特点。

穿孔是将钢坯转化为管坯的关键环节,也是无缝管“无缝”特性的重心保障。穿孔工艺主要有斜轧穿孔和压力穿孔两种,其中斜轧穿孔应用较为普遍。具体流程为:将冶炼合格的钢水铸成圆坯,圆坯经加热炉加热至1150-1250℃(奥氏体不锈钢的再结晶温度区间),使晶粒均匀细化,提高塑性;加热后的圆坯送入穿孔机,在轧辊的旋转作用下,圆坯中心被顶头穿透,形成空心管坯(荒管)。穿孔过程中,需严格控制加热温度、轧辊转速和顶头位置,确保管坯的壁厚均匀性和内径精度,避免出现壁厚不均、内折、外折等缺陷。对于小直径无缝管,还需采用冷穿孔工艺,以提高管坯的尺寸精度。沉淀硬化不锈钢通过时效处理获得高韧度和硬度。福建汽车部件不锈钢无缝管硬度
2507双相不锈钢具有超级耐腐蚀性,用于极端环境。河北不锈钢无缝管什么地方便宜
食品和医药行业对卫生和安全有着严格的要求,不锈钢无缝管正好满足了这些需求。在食品加工过程中,从原料输送到成品包装的各个阶段都可能用到不锈钢无缝管。例如,牛奶、果汁等液态食品的生产线上,不锈钢无缝管用于输送原料和成品,确保产品的纯净度和卫生质量;在制药行业,药品生产过程中的反应釜、储存罐以及输送管道等都必须使用不锈钢无缝管,以防止药品受到污染,保证药品的安全性和有效性。此外,医院的手术室、病房等场所的一些医疗设备和设施也会采用不锈钢无缝管制作,如手术台、医疗器械柜等,便于清洁和消毒。河北不锈钢无缝管什么地方便宜