商机详情 -
徐州铸铁冷焊修补方案
矿山输送机的托辊、支架等部件,长期支撑输送带运行,承受输送带的压力和摩擦,易出现表面磨损减薄、支架变形等缺陷,影响输送机的运行稳定性,甚至导致输送带跑偏、损坏。冷焊修补技术可针对此类部件的磨损减薄问题进行有效修复,其施工便捷、修复成本低,可实现在线修复,减少设备停机时间。修补前,需先停机,对托辊、支架进行清理,去除表面的粉尘、油污和铁锈,用砂纸对磨损减薄部位进行打磨,使待修补表面洁净无杂质,露出新鲜的金属表面。根据托辊、支架的材质,选择适配的冷焊修补材料,调整冷焊设备的相关参数,对磨损减薄部位进行修补,确保修补材料与基体充分结合,无气孔、裂纹等缺陷。对于支架变形的部位,可先进行校正,再进行冷焊修补,恢复其原有结构和支撑性能。修补完成后,对修补部位进行打磨、抛光,确保表面光滑,与周边部位衔接自然,再进行安装调试,确保托辊、支架能够正常支撑输送带运行,延长输送机的使用寿命,降低维护成本。工业设备磨损、腐蚀、渗漏,冷焊可快速现场修复。徐州铸铁冷焊修补方案
冷焊修补
低粘度配方,便于渗透填充材料初始粘度(25℃)为5000-8000mPa·s,具有良好的流动性,可渗透至基材表面的细微裂纹(宽度≥0.1mm)中,形成“锚定效应”,增强界面结合强度。在铸件砂眼、焊缝气孔修复中,能充分填充缺陷,提高修复的可靠性。符合国际标准,质量有保障产品通过ISO9001质量管理体系认证,各项性能指标符合ASTMD638(拉伸强度)、ASTMD790(弯曲强度)、ASTMG31(腐蚀测试)等国际标准,质量稳定性达到进口同类产品水平,可满足市场的严苛要求。常州管道冷焊修补工艺冷焊修补层附着力强,抗冲击、耐腐蚀性好,适配各类恶劣工业作业环境。
矿山球磨机的进料口、出料口等部件,长期承受矿石的冲击和摩擦,易出现表面磨损减薄、局部破损等缺陷,导致矿石泄漏、进料出料不畅,影响球磨机的运行效率。冷焊修补技术可有效解决此类部件的磨损减薄问题,其施工过程简单,可在现场进行修复,无需大面积拆卸,降低修复难度和成本。修补前,需先停机,对进料口、出料口进行清理,去除表面的矿石碎屑、油污和铁锈,用砂轮对磨损减薄部位进行打磨,使待修补表面洁净、粗糙,便于修补材料与基体结合。根据部件的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的参数,对磨损减薄部位和破损部位进行修补,确保修补材料均匀填充,与基体结合紧密。对于破损较严重的部位,可采用分层修补的方式,确保修补层牢固可靠。修补完成后,对修补部位进行打磨、抛光,确保进料口、出料口表面光滑,不影响矿石的进出,同时对修补部位进行防腐处理,增强其抗磨损、抗腐蚀能力,延长部件的使用寿命
矿山液压设备的缸体、活塞杆等部件,长期承受高压液压油的作用,同时与密封件发生摩擦,易出现表面磨损减薄、划痕等缺陷,导致液压泄漏,影响液压设备的运行性能,甚至无法正常工作。冷焊修补技术可针对液压设备部件的磨损减薄问题进行精细修复,其低温操作特性不会破坏部件的原有精度,可有效恢复部件的密封性能和使用性能。修补前,需先对液压设备进行泄压处理,拆卸受损部件,清理表面的液压油、油污和铁锈,用精密砂纸对磨损减薄部位进行打磨,确保待修补表面光滑、洁净,无杂质和氧化层。根据部件的材质和磨损程度,选择与基体匹配的冷焊修补材料,调整冷焊设备的参数,控制修补层的厚度,确保修补后部件的尺寸精度符合要求。修补过程中,需注意避免修补材料过度堆积,确保修补层均匀、致密,与基体结合紧密。修补完成后,对修补部位进行精磨、抛光,使其表面粗糙度达到密封要求,再进行密封性检测,确认无泄漏后,方可安装使用,通过冷焊修补,可有效延长液压设备部件的使用寿命,降低设备更换和维护成本。铸件气孔、焊缝缺陷难处理?冷焊高效填充,修复后表面平整,易打磨加工。

长期耐温性能稳定,适应高温工况耐高温型产品可在-60℃至200℃范围内长期使用,短期耐温可达250℃,通过添加陶瓷纤维增强,在热冲击条件下仍保持结构完整性。在炼钢厂高温蒸汽管道修复中,经180℃长期运行测试,修复层未出现老化、开裂现象,性能稳定可靠。抗冲击性能优异,吸收动态能量材料断裂伸长率可达5%,具备一定的柔韧性,能吸收设备运行中的冲击能量。在矿山机械、破碎机等冲击载荷较大的场景,修复层可缓冲外部冲击,保护基材免受损伤,其抗冲击性能优于传统刚性修补材料。修补后无气孔、无裂纹,致密性好,可满足承压要求。武汉冶金设备冷焊修补公司
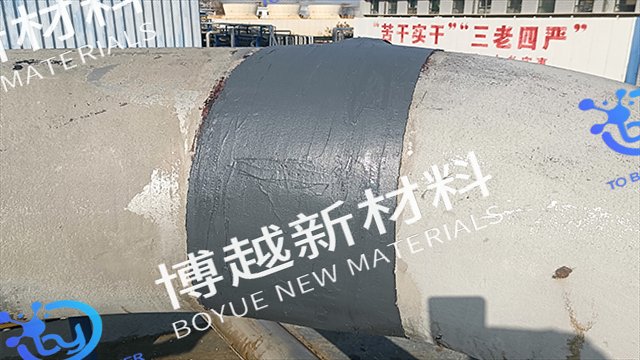
轴类、箱体等重型部件磨损,冷焊修补可现场施工,无需拆解,大幅节省停机时间。徐州铸铁冷焊修补方案
矿山破碎机的偏心轴、轴承座等部件,长期承受巨大的交变载荷和摩擦,易出现表面磨损减薄、划痕等缺陷,导致设备振动加剧、噪音增大,甚至影响破碎机的正常运行。冷焊修补技术凭借低温操作的优势,可有效修复此类部件的磨损减薄问题,避免高温焊接对部件材质和结构造成的破坏。修补前,需先将受损部件拆卸下来,清理表面的油污、铁锈和磨损产生的金属碎屑,用砂轮对磨损减薄部位进行打磨,去除表面的疲劳层和氧化层,使待修补表面露出新鲜的金属面。对于磨损较严重的部位,需进行开坡口处理,确保修补材料能够充分填充缺陷。根据部件的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的参数,采用分层修补的方式,逐步填充缺陷部位,每修补一层,需进行打磨处理,确保层间结合紧密。修补完成后,对部件进行整体打磨、抛光,恢复其原有尺寸和精度,再进行安装调试,确保其与破碎机其他部件配合良好,能够正常承受交变载荷和摩擦,降低设备故障发生率,延长设备使用寿命。徐州铸铁冷焊修补方案
苏州博越新材料技术有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的精细化学品中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州博越新材料技术供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!