商机详情 -
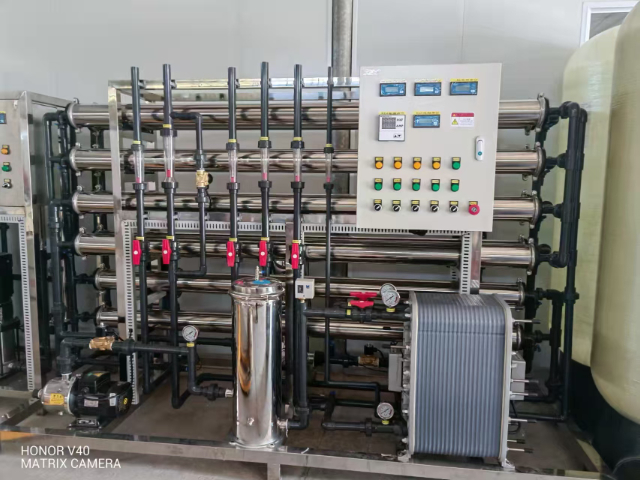
湖北电子光学超纯水设备工厂
现代医疗超纯水系统在技术上实现了多项重大突破。预处理环节采用"超滤+活性炭"的组合工艺,可有效去除原水中的微生物、有机物和余氯;纯化单元普遍使用双级反渗透系统,脱盐率可达99.5%以上。在消毒灭菌方面,创新的"臭氧+紫外线+巴氏消毒"三重保障机制成为行业标配,其中254nm紫外灯可杀灭99.9%的病原微生物。如今技术趋势包括:① 采用智能变频控制技术,能耗降低30%;② 整合物联网远程监控系统,可实时预警水质异常;③ 模块化设计使得设备占地面积减少40%。某三甲医院的实践案例显示,其新建血液透析中心采用第五代超纯水系统后,透析用水合格率从98.5%提升至99.9%,设备维护成本降低20%。特别值得注意的是,随着如今医疗的发展,对实验室分析用水的纯度要求不断提高,促使设备厂商开发出TOC<3 ppb的超高纯水系统,满足基因测序、质谱分析等检测需求。超纯水设备采用人性化设计,操作界面简洁明了。湖北电子光学超纯水设备工厂

医疗超纯水系统的质量管理是一个全流程的严密体系。在验证阶段,必须执行严格的"3Q验证"流程:安装确认(IQ)、运行确认(OQ)和性能确认(PQ)。其中PQ阶段要求连续4周的水质监测,所有参数必须100%达标。日常运营中,采用"风险管控"策略,通过关键控制点(CCP)的实时监测确保系统稳定运行。现代系统通常配置15-20个在线监测点,包括电导率仪、TOC分析仪。数据管理遵循医疗行业的ALCOA原则(可追溯、清晰、同步、原始、准确),所有数据自动记录并长期存档。在微生物控制方面,采用"定期消毒+持续监测"的双重机制,消毒频次根据生物负荷检测结果动态调整。某省级医院的统计数据显示,通过实施全方面的质量控制体系,可将水系统故障率从传统的1.5次/月降至0.2次/月,有效提高了医疗用水的安全性和可靠性。浙江电子光学超纯水设备价格多少公司超纯水设备支持定制外观颜色,满足客户审美需求。
半导体制造对水质的要求极为严苛,超纯水设备在此领域扮演着“生命线”角色。芯片生产过程中,超纯水用于晶圆清洗、刻蚀液配制及设备冷却,任何微量杂质都可能导致电路短路或良率下降。例如,水中钠离子浓度需低于0.1 ppb(十亿分之一),颗粒物尺寸需控制在0.05微米以下。为此,半导体级超纯水设备通常配备双级RO-EDI系统、脱气装置和纳米级过滤单元,同时采用全封闭管道设计防止二次污染。随着5nm及以下制程的普及,设备还需集成在线TOC(总有机碳)监测和实时水质反馈系统。据统计,一座先进晶圆厂每日超纯水消耗量可达万吨级,其设备投资占比高达厂务系统的15%-20%,凸显了该技术对产业的重要支撑作用。
全球超纯水设备市场规模预计2028年将突破100亿美元,年复合增长率达8.5%,受半导体、光伏及生物制药行业需求驱动。新兴技术如石墨烯膜可提升RO通量50%以上,低压运行降低能耗;等离子体氧化技术能高效降解TOC至0.5 ppb以下;移动式集装箱超纯水系统则为分布式制造提供灵活解决方案。政策层面,各国对电子级水的标准日趋严格(如中国GB/T 11446.1-2022),推动设备厂商加速研发。未来,绿色低碳设计(如光伏驱动)、废水资源化及数字化孪生运维将成为竞争焦点,超纯水设备正从单一净化工具向智能化的“水工厂”转型,重塑高纯水供应链的格局。超纯水设备采用多重安全保护装置,确保运行安全。

锂电池制造对超纯水的纯度要求极为严苛,水质直接影响电池的性能、安全性和循环寿命。根据行业标准,锂电池生产用超纯水必须满足电阻率≥18.2MΩ·cm(25℃)、总有机碳(TOC)<5ppb、金属离子(如Na⁺、K⁺、Fe³⁺)<0.1ppb等近乎极限的参数。特别是对于高镍三元、硅碳负极等先进材料体系,水中痕量杂质会加速电极副反应,导致电池容量衰减甚至热失控风险。为满足这些要求,锂电池超纯水设备通常采用"双级RO+EDI+抛光混床+终端超滤"的四级纯化工艺,其中反渗透膜需具备99.9%的脱盐率,EDI模块要求稳定输出<0.1μS/cm的纯水。更严峻的挑战在于纳米级颗粒控制——水中>0.05μm的颗粒会堵塞隔膜孔隙,因此设备需集成激光粒子计数器实时监测。随着固态电池技术的突破,对水中锂离子交叉污染的防控成为新课题,推动设备厂商开发选择性离子截留膜等创新技术。超纯水设备产水量从0.5T/H到100T/H可选,满足不同规模需求。浙江电子光学超纯水设备价格多少
我们的超纯水设备支持手机APP监控,随时随地查看运行数据。湖北电子光学超纯水设备工厂
如今生物制药超纯水系统在技术架构上实现了多项突破性创新。预处理环节采用"超滤+电渗析"的组合工艺,可有效去除原水中的胶体、有机物和离子;纯化单元普遍使用热法(多效蒸馏)与膜法(RO+EDI)的协同系统,其中多效蒸馏器的热能利用率提升至85%以上。在系统设计方面,全封闭循环系统成为主流,采用双管板换热器保持80℃以上高温循环,有效抑制微生物滋生。如今技术趋势包括:①采用等离子体辅助蒸馏技术,能耗降低30%;②整合人工智能预测系统,可提前72小时预警水质波动;③模块化设计使得产能扩展时间缩短50%。某跨国药企的案例显示,其新建的疫苗生产基地采用第五代超纯水系统后,WFI产能提升40%,运行成本降低25%,验证了技术创新带来的明显效益。特别值得关注的是,一次性生物反应器的普及推动了对"即用型"超纯水的需求,促使设备厂商开发小型化、移动式纯水制备单元。湖北电子光学超纯水设备工厂