商机详情 -
湖南无尘车间反渗透设备工厂
当前酒店行业对反渗透(RO)设备的需求呈现快速增长态势。据统计,2023年全球四星级以上酒店采用RO系统的比例已达68%,较2018年提升23个百分点。这种增长主要源于三方面因素:首先,部分酒店对水质要求的提升,客房直饮水、中央厨房和SPA区域都需要达到饮用水标准;其次,环保政策趋严,多地规定酒店用水需符合《生活饮用水卫生标准》(GB5749-2022);再者,消费者健康意识增强,75%的受访旅客表示会优先选择配备专业净水系统的酒店。从区域分布看,沿海地区酒店因应对高盐度水质需求,RO设备渗透率达82%;而内陆城市则以处理硬水为主,采用率约为58%。未来三年,随着"绿色酒店"认证体系的完善,预计RO设备将成为**酒店的标配,中端酒店市场渗透率也将突破50%。智能化、模块化、低能耗将成为下一代酒店RO设备的主要发展方向。光伏驱动反渗透系统适合无电网地区,日处理量达20吨。湖南无尘车间反渗透设备工厂

家用反渗透技术正朝着更智能、更健康、更环保的方向演进。智能化方面,AI水质预测系统将根据用水习惯自动优化制水时间,物联网技术实现全屋水质可视化监控。健康化创新包括:生物活性炭技术可选择性保留矿物质,电解水模块可产出氢含量>800ppb的富氢水,纳米气泡技术提升水的溶解力和口感。环保领域,新型光伏驱动RO设备可降低30%能耗,膜生物反应器(MBR)技术实现废水零排放。产品形态上,模块化设计允许用户自由组合过滤单元,台面式美观机型将挑战传统厨下式产品。据行业预测,到2026年,具备AIoT功能的智能机型将占据60%市场份额,可回收材料使用率达到90%以上,整体能耗比现款降低40%。随着"健康中国2030"战略推进,家用RO设备将从单一净水工具升级为家庭健康水管理的终端,开创智慧用水新时代。湖北工厂反渗透设备工厂反渗透设备与EDI模块组合可生产超纯水,电阻率达18MΩ·cm。
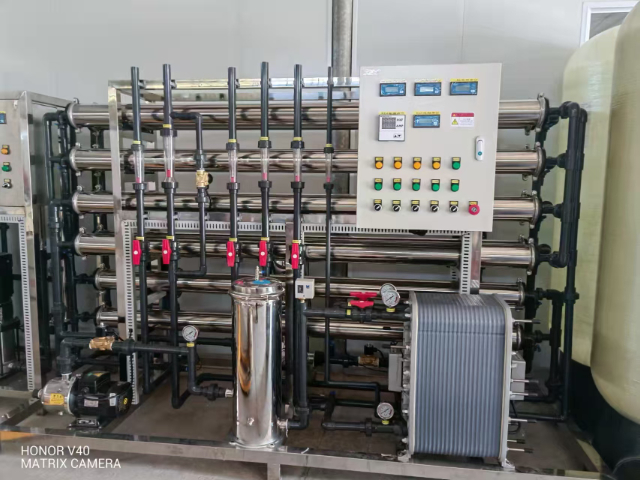
无尘车间反渗透设备是基于半透膜分离技术的高效水处理系统,其主要 工作原理是通过施加15-60bar的高压,迫使水分子逆渗透压穿过0.1纳米孔径的复合聚酰胺膜,从而截留99.7%以上的溶解盐、胶体、微生物和有机物。这类设备通常采用三级处理架构:预处理系统(包括多介质过滤器、活性炭吸附和5μm精密过滤)、RO主机(配备螺旋卷式膜元件)和后处理单元(混床或EDI电去离子)。为确保无尘车间的特殊要求,系统会集成氮气保护装置防止膜元件氧化,并采用316L不锈钢管路避免金属离子析出.还引入了错流过滤技术,通过控制浓水流速将膜污染风险降低40%以上。在半导体制造等超纯水应用中,系统会配置双级RO+EDI的复合工艺,使产水电阻率稳定达到18.2MΩ·cm,TOC含量控制在5ppb以下。
在锂电池制造全流程中,反渗透设备提供的超纯水发挥着不可替代的作用。在电极浆料制备阶段,RO产水用于活性物质的分散和粘结剂溶解,水质不达标会导致浆料粘度异常;隔膜清洗工序要求水中金属离子含量极低,否则会引发电池微短路;电解液配制更需要TOC<10ppb的超纯水,避免有机物影响电解液稳定性。相比传统纯水制备工艺,现代RO系统可使锂电池生产用水成本降低40%,废水回用率提升至85%以上。某动力电池工厂的数据显示,采用双级RO+EDI系统后,电池自放电率下降30%,能量密度提高5%。特别值得注意的是,在固态电池研发中,RO设备还需满足特殊要求:产水需经过0.05μm超滤进一步去除纳米级颗粒,且系统要具备快速启停功能以适应研发线的不连续用水特点。随着锂电池能量密度要求的不断提高,RO产水质量已成为影响电池性能的关键参数之一。阻垢剂加药装置自动调节投加量,防止CaCO3等结垢物沉积。

实验室反渗透设备的重要性及其应用,实验室对水质的要求极为严格,普通自来水或蒸馏水可能含有微量离子、有机物或微生物,这些杂质会影响实验结果的准确性,甚至导致实验失败。反渗透(RO)设备能够有效去除水中99%以上的溶解盐、胶体、细菌和有机物,产水电阻率可达5-15MΩ·cm,满足超纯水制备的前级需求。在分子生物学、细胞培养、色谱分析等领域,反渗透水是配制缓冲液、培养基和试剂的基础。此外,RO设备还可与EDI(电去离子)或超纯水系统联用,进一步提升水质。许多实验室在引入反渗透设备后,实验重复性和数据可靠性显著提高,减少了因水质问题导致的误差,成为科研和检测工作的关键保障。设备年度大修包括更换密封圈、校验仪表和电气检测等项目。福建无尘车间反渗透设备哪里买
设备安装需保持环境温度5-45℃,避免阳光直射影响膜性能。湖南无尘车间反渗透设备工厂
确保RO设备长效运行需建立全生命周期管理体系。预处理阶段需严格控制SDI<5、余氯<0.1mg/L,采用"多介质过滤+活性炭+保安过滤器"三级防护;膜元件应保持0.25-0.5m/s的错流流速防止浓差极化,定期用pH2-3的柠檬酸或EDTA溶液进行化学清洗。智能化监控系统需实时追踪关键参数:进水压力波动不超过±0.3bar,产水流量下降15%即触发警报,脱盐率降低10%需立即排查膜损伤。实践表明,规范维护可使RO膜寿命延长至5年:每月低压冲洗4次,每季度化学清洗1次,每年更换预处理滤料。某石化企业通过加装AI预测系统,将膜更换周期从26个月延长至39个月,运维成本降低32%。值得注意的是,冬季水温低于10℃时产水量下降30%,需配套热交换器;而高硬度水源(Ca2+>200mg/L)必须配置软化或阻垢剂投加装置。湖南无尘车间反渗透设备工厂
东莞市益民环保设备有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来东莞市益民环保设备供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!