商机详情 -
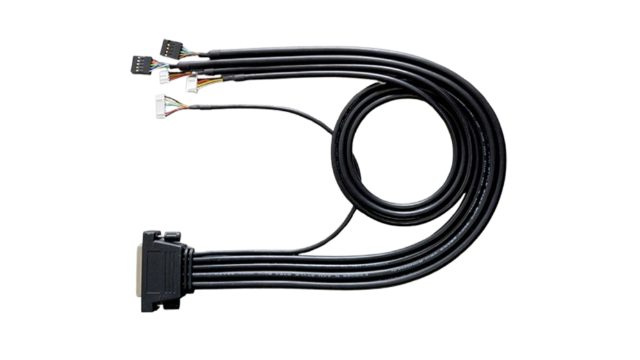
RFID接口线束
线束的分类与结构
线束可以根据用途、形状和材料进行分类。按用途可分为动力线束、信号线束和混合线束;按形状可分为圆形线束、扁平线束和异形线束;按材料可分为PVC线束、硅胶线束和特氟龙线束。线束的基本结构包括导线、绝缘层、屏蔽层、护套和连接器。导线是线束的关键部分,负责传输电能或信号;绝缘层用于防止短路和漏电;并且屏蔽层用于减少电磁干扰;护套则起到保护和固定作用;从而来连接器用于实现线束与设备之间的快速连接。
高效的线束装配工艺能够提升产品的生产效率和质量。RFID接口线束
线束
线束在压接时,需要考虑以下几个因素: 导线规格和材料:不同规格和材料的导线需要不同的压接力度。较粗的导线或硬度较高的材料可能需要更大的压接力度来确保良好的接触和导电性能。 压接模具:压接模具的设计和材料也会影响所需的压接力度。合适的模具可以确保压接过程中的均匀受力,从而提高压接质量。 压接机的性能:压接机的性能参数,如压力精度和位置精度,也会影响压接力度的选择。高精度的压接机可以更准确地控制压接力度,从而确保压接接头的质量。RFID接口线束在航空航天领域,线束需要经过严格的测试和认证,以确保其能够适应极端环境下的工作要求。
先进的生产工艺:
1.尺寸检验:依工程图在治具上装上定位柱,并在治具上清晰标示图面各部尺寸和公差范围。将已组装好的线束塑壳挂于治具对应的定位柱上,然后将线束拉直,仔细检查线束各部尺寸是否在公差范围内,只有符合公差要求的产品才判定为合格。
2.外观检察:外观检察时,严格要求线束不得出现以下不良情况:线材表面应光滑、色泽均匀,无明显油污、毛刺、砂粒、擦伤、裂纹等现象;导线与连接端头压接部分,线芯无外露,塑壳、护套完整无损坏;导线的剥头对线芯的损伤(如线芯断、割伤等)不得大于8%;缠绕的胶布须均匀,无起皱现象。通过严格的外观检查,确保产品外观质量,提升产品整体品质形象。
3.包装入库:包装环节同样不容忽视,捷福欣严格把控包装质量,杜绝少装、多装、混装以及标识、字迹模糊不清等不良情况的出现。精心包装后的产品整齐入库,等待发往客户手中。
绝缘材料: 1.绝缘性能:绝缘材料需要具备良好的绝缘性能,以防止线束之间的短路和漏电。常见的绝缘材料包括PVC(聚氯乙烯)、XLPE(交联聚乙烯)等。PVC绝缘性能好且价格低,但耐热性较差;XLPE则具有更好的耐热性和耐老化性能。 2.耐热性:汽车线束常常暴露在极端温度下,因此绝缘材料需要具备良好的耐热性,以确保在高温环境下仍能维持其绝缘性能。 3.耐油性:汽车线束必须能够抵抗油类、汽油、化学品以及水分的侵蚀,因此绝缘材料还需要具备良好的耐油性。先进的线束设计软件能够简化设计流程并提高设计效率。
先进的生产工艺
1.裁线工序:这是线束加工的起始环节,捷福欣十分重视。操作前,工作人员会仔细检查裁线机台是否正常运转,裁刀是否完好无损,工作台面是否整洁无杂物。依据工程图或作业指导书,精确确认线材规格,精心调试机台并设定恰当参数,先试裁3-5条线材,经严格检验尺寸合格后,才会进行批量作业。在整个过程中,严格控制线材尺寸在公差范围内,确保裁线时线材无刮伤,切口平齐。裁好的线材会按每50或100条扎为一扎,并清晰标示线规和长度,避免混淆出错。
2.穿护套(或PG塑件、面板):对于需要穿护套等部件的线材,捷福欣会在打端子前严格按照要求进行操作,确保护套端方向准确无误,为后续工序的顺利进行提供保障。
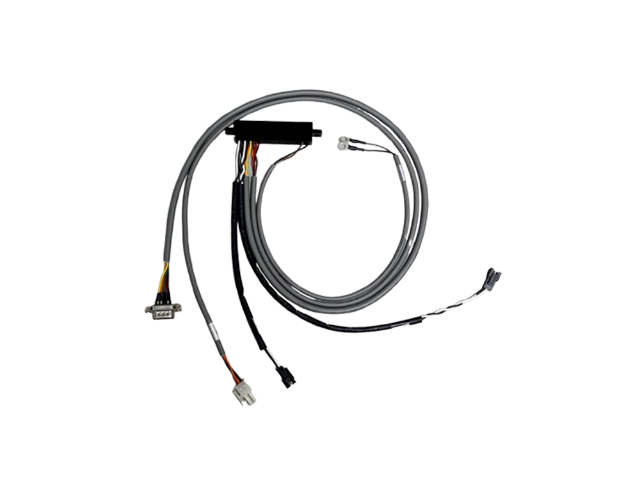
3.剥皮工序:剥皮机台在作业前同样要经过细致检查,确保机台正常、刀口完好。依据工程图或作业指导书调试好机台后,先试作3-5条,确认合格后才开展批量操作。在剥皮过程中,严格保证尺寸在公差范围内,坚决避免剥断导体铜丝,确保切剥口平整,以保证导线的电气性能不受影响。 线束的末端通常会安装连接器,这些连接器通过插拔方式实现电路的快速连接和断开,便于维修和更换。数据采集线束加工厂家
线束的耐温性能决定了其能否在高温环境中稳定运行。RFID接口线束
线束故障在电气设备中较为常见,其原因多种多样。其中,最常见的原因之一是电线老化,长期使用或处于恶劣环境中,电线的绝缘层会逐渐磨损、开裂,导致短路或断路。连接器松动也是一个常见问题,在设备震动或频繁插拔的情况下,连接器可能会松动,影响电气连接。此外,外力挤压或拉扯也可能导致线束损坏。当发现线束故障时,排查方法首先是进行外观检查,查看电线是否有破损、连接器是否松动等明显异常。然后可以使用专业的测试设备,如万用表,对电线的导通性和绝缘电阻进行测试。对于一些复杂的线束系统,还可能需要借助电路原理图,逐步排查各个线路和连接点,以确定故障的具体的位置,从而进行针对性的修复。RFID接口线束