商机详情 -
捷福欣科技车灯线束加工用途拓展方向
裁线工序的要点把控
裁线是线束加工的基础工序,准确度直接影响后续操作。利用电脑裁线机、多功能裁线机等设备,需严格按照工艺要求将电线裁剪至规定长度。操作时,务必确保刀具锋利,防止切伤电线表面或切断铜丝,同时控制剥皮长短误差在 ±1mm 以内。对于多根线同时加工,要注意线材松紧一致,避免因长度不一致而影响整体组装。裁好的线材需整理整齐并贴上清晰标识,注明产品型号、原线长度及两端剥皮长度等信息,以便后续工序准确取用。精确的裁线为整个线束加工流程奠定了良好开端,保障了各部件尺寸的一致性与协调性,是提高生产效率与产品质量的关键保障。 线束加工的绞线调整绞合线数量与密度,优化线束柔软度与抗拉强度。捷福欣科技车灯线束加工用途拓展方向

连接完成后,为防止短路和漏电现象,使用绝缘胶布、套管等材料对导线的裸露部分进行严密包裹。捷福欣实业在绝缘保护环节,注重材料的选择和施工工艺。选用具有良好绝缘性能、耐磨损、耐高温的绝缘材料,确保在各种复杂环境下线束的安全运行。在包裹过程中,严格按照工艺要求进行操作,保证绝缘保护的质量,这直接关系到线束的使用寿命和安全性。将连接好并完成绝缘保护的导线和连接件,按照设计图纸的要求组装成线束结构。通常是将导线按照特定的布局方式进行编织或固定,再用绝缘胶布、套管等材料进一步包裹,形成终的线束产品。在组装过程中,捷福欣实业注重线束的整理,避免导线交叉、扭曲等现象,保证线束的美观和整齐,同时便于后续的安装和维护。例如,在汽车线束组装中,整齐有序的线束布局有助于车辆的布线和故障排查。捷福欣科技车灯线束加工用途拓展方向线束加工的压接工艺确保连接牢固,需控制压力、位置等参数。
质检环节是保障质量稳定性的重要一道防线。构建完善的质量检测体系,除常规的外观检查、导通性测试外,强化高压绝缘耐压测试、盐雾腐蚀测试、震动疲劳测试等特殊检测项目。采用自动化检测设备,如高精度的电气性能测试仪、盐雾试验箱和震动测试台,确保检测结果的准确性和客观性。对检测不合格的线束,进行追溯分析,找出问题根源并及时整改,同时建立质量数据库,对检测数据进行统计分析,总结质量规律,为工艺改进提供数据支持。此外,持续的工艺改进与优化也是保持质量稳定性的关键。定期收集生产过程中的质量数据和客户反馈信息,组织技术团队对工艺进行评估和改进。通过引入新的材料、工艺和设备,不断提升线束加工的质量水平,使新能源汽车线束在复杂的使用环境中始终保持稳定可靠的性能。
分装与组装工序的协同配合
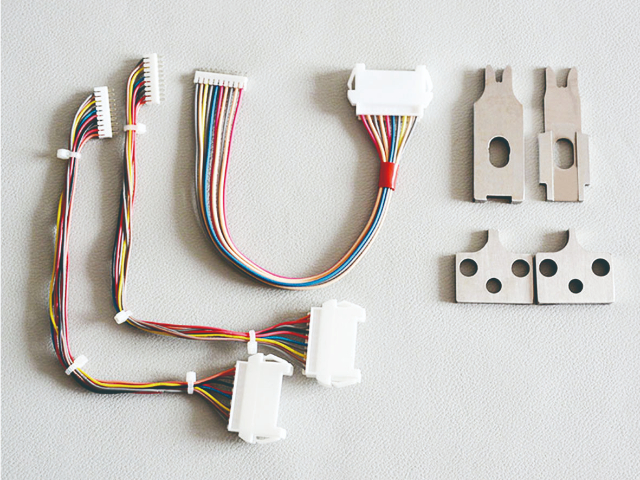
分装是将压接好的电线按工艺要求插入护套内,为组装做准备。这一步需对不同规格的端子、护套有清晰认识,确保插入准确无误。组装则是将分装完成的小总成在图板上按回路走向拼接完成,如同搭建复杂的拼图。此过程中,要注意各部件的安装顺序与方向,确保线束布局合理、整齐。使用电动螺丝批等工具组装塑胶插头外壳时,需控制螺丝扭力,保证螺丝不露出胶壳表面且达到产品要求的紧固程度。分装与组装工序紧密协同,任何一个环节出错都可能导致线束整体结构错误,影响电气性能,只有精确配合,才能打造出符合设计要求的高质量线束产品。 线束宛如电子设备的 “神经”,连接各元件,传输电流信号,线束加工更严谨。

压接是常用的连接方式,通过压接机将连接器端子与导线紧密压合在一起。压接过程中,需要根据导线线径和端子规格,调整合适的压接参数,包括压接压力、压接模具等。良好的压接连接应保证接触电阻小、机械强度高,且不会损伤导线。焊接连接则是利用焊接设备将导线与连接器焊接在一起,常见的焊接方法有锡焊、超声波焊接等。焊接连接能够提供更高的电气可靠性和机械强度,但对焊接工艺要求较高,需要控制好焊接温度、时间和焊接材料的用量。缠绕连接一般用于临时性或对连接要求不高的场合,通过将导线与连接器端子进行缠绕,并使用绝缘胶带进行固定。线束加工的切割要保证线段长度准确、切口整齐光滑,无毛刺斜口。新能源空调线束加工生产厂
线束加工的线束切割可采用机械或激光方式,依材料、精度要求选定。捷福欣科技车灯线束加工用途拓展方向
包装工艺是线束加工的一道工序,其目的在于保护线束在运输和存储过程中不受损坏,同时便于搬运和管理。首先进行撑箱、封箱操作,确保包装箱的结构稳固。然后使用尼龙绳对包装箱进行合理捆扎,增强其稳定性。将线束整齐地摆放在包装箱内,避免相互挤压、碰撞。用胶带对包装箱进行密封,防止灰尘、湿气等进入。在包装箱外贴上清晰的合格证和流水号,以便于追溯和管理。还有就是,在包装箱外粘贴打包带,进一步加固包装箱,确保在运输过程中线束的安全。捷福欣科技车灯线束加工用途拓展方向