商机详情 -
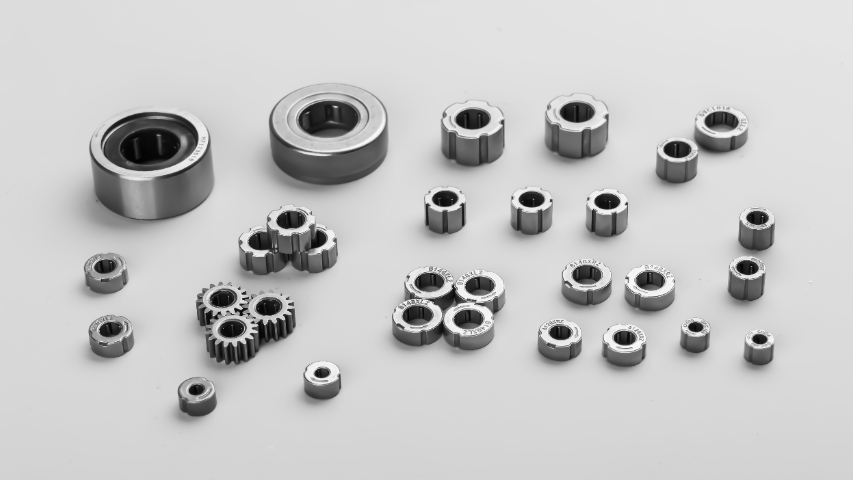
宁波耐高温粉末冶金单向轴承参考价
粉末冶金技术远古时期就有应用,制造铁的头一个方法实质上采用的就是粉末冶金方法。而现代粉末冶金技术的发展中一共有三个重要标志:1、克服了难熔金属熔铸过程中产生的困难,1923年粉末冶金硬质合金的出现被誉为机械加工中的革新。2、三十年代成功制取多孔含油轴承;继而粉末冶金铁基机械零件的发展,充分发挥了粉末冶金少切削甚至无切削的优点。3、四十年代,出现金属陶瓷、弥散强化等材料,六十年代末至七十年代初,粉末高速钢、粉末高温合金相继出现,并利用粉末冶金锻造及热等静压技术逐渐大规模制造强度高且形状复杂的零件。在风力发电机等新能源设备中,粉末冶金单向轴承扮演着重要角色。宁波耐高温粉末冶金单向轴承参考价

特点:粉末冶金含油轴承(含油轴承)是一类孔隙中含浸有润滑油的多孔性合金制品。当轴旋转时,因轴与含油轴承之间的摩擦使含油轴承的温度升高和泵吸作用。润滑油含渗出于含渗出于含油轴承之内径或外径的摩擦表面,当轴停止转动时。润滑油又回流于含油轴承内部。因此,润滑油的消耗量是非常的小,可在不从外部供给润滑油的情况下,长期运转使用。非常适合于供油困难与避免润滑油污染的场合。含油轴承大量的应用于:电机行业、汽摩行业、家电行业、数码产品、办公设备、电动工具、纺织机械、包装机械等各类机械设备上。南京含油粉末冶金单向轴承定制价格粉末冶金单向轴承能承受较大的径向和轴向载荷,性能稳定可靠。

发展,现代粉末冶金轴承材料除以铁、青铜、高合金钢甚至陶瓷作为基体外,还以各种金属化合物、石墨及塑料等非金属作为润滑成分。以下介绍几种用途广和较重要的轴承材料:锑一青铜轴承,三元合金Cu一Sn一Sb中,2%≤Sn≤8%和2%≤Sb≤8%(重量比)。Sn+Sb的总量应在8%至10%之间。用Cu—Sn预合金粉与粒度≤40微米的细Sb粉混合。在烧结中所形成的相应符合Cu一Sn一Sb相图中的较大液相线。在750℃下烧结几小时和在805℃下烧结1小时会出现此种较大值。
发展前景,粉末冶金轴承随着粉末冶金技术的不断发展,将有更为普遍的应用前景。例如,以高纯度金属粉末为原料可以制造出强度高、高导磁率、低磨损和高硬度的轴承等。另外,为了进一步提高粉末冶金轴承的使用寿命和性能,正在研究开发基于纳米技术的超硬、超耐磨的陶瓷轴承。这些新型的粉末冶金轴承,将会为机械工业的发展注入新的动力。较后,粉末冶金轴承的出现,既丰富了轴承的种类和形式,也为机械工业带来了许多新的机遇和挑战。粉末冶金单向轴承的制造过程中不会产生切削屑,减少了工作场所的安全隐患。
参数选择:1.宽比径:因为轴套两端的空隙度一般比中间部位小,故轴套不宜过窄;2.压入过盈量:应该用压力机将轴套压入轴承座,不许用锤击打;3.轴套外径与轴承座孔应为过盈配合;4.选择轴承座孔径公差时,应使较大过盈不大于二倍平均过盈,较小过盈不小于平均过盈的二分之一5.轴套压入轴承座后,轴套孔径会收缩变小,确定轴颈尺寸时,应考虑到该收缩量,轴套孔径收缩量与过盈量轴套内外径尺寸和孔隙度有关;6.材料弹性较大,轴承座刚度较大时,需要按较大值计算孔径收缩量,反之,按较小值计算孔内收缩量。粉末冶金单向轴承的热导率较高,能够有效散热,降低了轴承温度。宁波耐高温粉末冶金单向轴承参考价
粉末冶金单向轴承,安装简便,维护成本低。宁波耐高温粉末冶金单向轴承参考价
特点:多孔塑料含油轴承表面很软,不易损伤轴颈,允许有较大的同轴度公差,但强度和刚度比多孔金属含油轴承低、承载能力小、热稳定性和导热性差。为改善多孔塑料的这一缺点,可将塑料层厚度尽量减薄,用金属背衬来支承塑料薄层。FU铜基含油自润滑轴承是以锡青铜粉末为原料,经过模具压制,在高温中烧结后整形而成。它的基体有细微、均布的孔隙,经润滑油真空浸渍后形成含油状态。该产品具有短期不加油润滑,使用成本低,内外径尺寸可变化等特点,适应于中速、低载荷的场所使用。宁波耐高温粉末冶金单向轴承参考价