商机详情 -
绍兴ABB6700机器人维护保养
3C 产品上下料生产线的工业机器人,需要在高速、高精度的要求下完成微小零部件的取放,其视觉识别系统和微小传动部件容易出现故障和磨损。某 3C 企业的上下料机器人运行 18 个月后,出现识别错误、取放不准的问题。智小航维护人员对视觉识别系统进行清洁和校准,更换老化的镜头和光源。对微小传动部件进行精密检测和维护,使用高精度润滑脂进行保养。同时,优化机器人的控制程序,提高取放精度和速度。经过维护,机器人使用寿命从 3 年延长至 5 年,产品不良率降低 60%。预防性保养能有效降低设备突发故障率,将非计划停机时间减少60%以上。绍兴ABB6700机器人维护保养

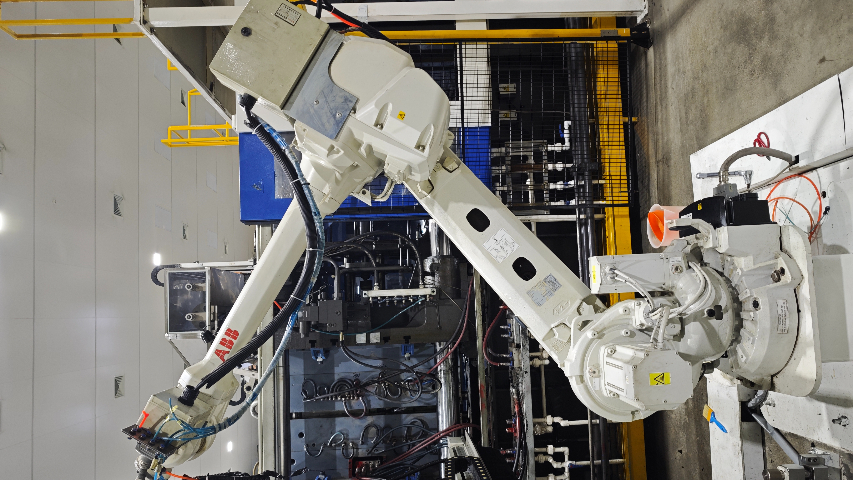
六轴工业机器人在汽车焊装车间的技术集成与应用在现代化汽车焊装车间中,六轴工业机器人通过高精度激光视觉定位系统与智能控制算法的深度融合,实现了±定位精度,满足车身焊接工艺的毫米级公差要求。以ABBIRB6700为**的机型,凭借210kg负载能力与多任务末端执行器设计,可同步完成电阻焊枪焊接与抓具搬运的复合工序,***提升产线空间利用率与设备复用率。其第六轴中空式结构设计(2025年技术升级款)进一步优化了线缆管理,减少运动干涉风险。智能化产线的协同优化与效率突破12台机器人协同作业时,通过粒子群算法优化路径规划,将传统TSP(旅行商问题)模型应用于焊点序列排序,使单台节拍时间压缩至45秒以内。实际案例显示,类似配置的产线通过伺服焊接技术与动态补偿系统,可实现焊接速度2米/分钟、热变形量≤,良品率提升至。此外,模块化夹具与拖拽示教功能支持快速换型,适应多车型混线生产需求,调试时间从4小时缩短至15分钟。技术发展趋势与行业**数据当前弧焊机器人正向中**升级,中厚板焊接负载≥10kg、薄板焊接负载6kg成为技术指标分水岭。库卡KR210等机型通过±,在车门总成焊接中实现单工位多工艺集成。据2025年行业数据。绍兴ABB6700机器人维护保养电气柜滤布每500小时更换,能防止粉尘堆积导致电路板短路风险。
食品饮料的包装生产线上,工业机器人以每分钟 300 瓶的速度完成贴标、装箱作业。考虑到食品行业卫生要求高,设备需定期深度清洁维护,且不能影响正常生产进度。智小杭的售后团队掌握食品级设备维护规范,制定了科学的维护方案。在每次设备维护时,严格按照卫生标准进行拆卸、清洁、消毒,确保设备符合食品安全要求。例如,对于灌装机的管路系统,采用 清洗剂进行循环清洗,并进行微生物检测,保证食品不受污染。同时,智小杭还提供设备操作培训服务,帮助企业员工掌握基础故障排查技能,减少因误操作导致的设备故障。此外,为了满足食品企业在生产旺季的特殊需求,智小杭推出了 “快速维护通道”,在接到维护需求后,能在 2 小时内安排工程师上门服务,保障食品生产安全稳定。
确保物料在不同环节间顺畅流转;以及各类传感器,用于实时监测机器人、车床及物料的状态,为整个系统的安全稳定运行提供保障。工作原理物料识别与定位:在料仓处设置先进的视觉识别系统,对放置其中的开关元器件坯料进行精确识别与定位。利用先进的图像算法,快速获取坯料的形状、尺寸及位置信息,并将这些数据传输至机器人控制系统。机器人取料与上料:机器人1600依据视觉系统反馈的信息,规划便捷运动路径,移动至料仓抓取坯料。其末端执行器根据坯料的形状和尺寸,自动调整抓取力度与方式,确保抓取牢固。随后,机器人迅速将坯料运送至机加工车床的装夹位置,精确完成上料操作。车床加工:机加工车床在接收到上料完成信号后,立即启动加工流程。依据预先设定的程序,对坯料进行高精度的切削、钻孔等加工操作,将坯料转化为符合要求的开关元器件成品。机器人下料与卸料:加工完成后,车床发出信号,机器人1600再次动作,准确抓取成品并将其放置到指定的传输轨道或成品料仓。在整个过程中,机器人的动作与车床的加工节奏紧密配合,实现高效、连续的自动上下料作业。系统备份和参数校准可解决累计误差问题,保持重复定位精度±0.02mm标准。

工艺品打磨生产线,机器人需对各类材质的工艺品进行精细打磨,对设备的灵活性和精度要求极高。某工艺品厂的打磨机器人运行 2 年后,出现打磨表面粗糙、动作不流畅的问题。智小航维护团队对机器人的末端执行器进行更换和调试,采用高精度力控传感器实现打磨力度的 精确控制。对机械臂的传动系统进行优化,减少传动间隙,提高运动精度。使用专业的抛光材料和工艺,提升打磨效果。经过维护,机器人使用寿命从 4 年延长至 6 年,工艺品成品率提高 45%。清洁保养能防止粉尘堆积影响散热,保障重要部件的正常工作温度。绍兴ABB6700机器人维护保养
ABB机器人传感器技术具有传感器涵盖力控传感器(FT Sensor)、碰撞检测传感器、温度传感器等。绍兴ABB6700机器人维护保养
在CNC加工智能化升级中,桁架机器人通过双夹爪协同抓取技术实现工件快速装卸,其伺服驱动系统采用齿轮齿条传动方式5,X轴与Z轴重复定位精度达±0.05mm,单次作业循环时间压缩至12秒6。该系统集成RFID工艺数据库,通过扫描工件芯片可自动匹配300种加工程序参数(含切削速度、进给量、刀具补偿值等)3,兼容直径φ50-250mm的轮毂、连杆等汽车零部件加工需求7。某汽车零部件工厂部署该方案后,通过优化夹具快速切换模块(换型时间<15秒),实现多品种混合生产,机床有效利用率从65%提升至90%,日均加工量突破5000件绍兴ABB6700机器人维护保养