商机详情 -
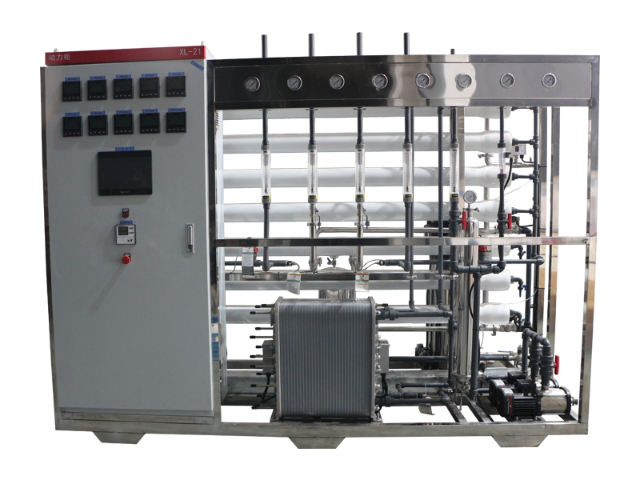
台州海水设备厂家
食品饮料行业应用场景:在食品加工(如饮料生产、罐头加工、乳制品制造)过程中,需要大量清洁、卫生的生产用水。一体化净水设备为食品饮料企业提供符合食品安全标准的工艺用水。优势体现:针对不同食品饮料生产工艺的特点,设备可灵活调整处理工艺参数。例如,在饮料生产中,通过软化处理去除水中的钙镁离子,防止饮料产品产生沉淀与结垢现象;在乳制品制造中,采用高精度过滤与杀菌组合工艺,确保水中的微生物含量达标,保障产品的口感、品质与保质期。双级反渗透水设备具有良好的抗冲击能力,能应对原水水质的突然变化,确保产水水质不受影响。台州海水设备厂家

新型节能技术应用能量回收技术:在一体化净水设备中引入能量回收装置成为一种重要的节能手段。例如,在反渗透处理过程中,利用反渗透浓水所携带的能量驱动能量回收装置发电或为其他低能耗部件提供动力支持。通过这种方式,可有效降低设备的能耗,提高能源利用效率。据相关研究表明,采用能量回收技术的反渗透系统相比传统反渗透系统可节能 30% - 50%。变频调速技术:根据设备的实际进水流量与运行负荷需求,自动调整水泵等动力设备的电机转速。在夜间或用水低谷期,降低设备运行速度,减少能源消耗;而在用水高峰期恢复额定转速满足供水需求。这种变频调速技术可使设备的能耗与实际运行工况精细匹配,实现明显的节能效果。edi超纯水设备公司操作压力通常为1-4bar,高压泵功耗占比较大。

电子工业:在电子芯片制造、半导体加工、液晶显示等电子工业领域,对超纯水的需求量极大。水中的微量盐分、有机物、金属离子等杂质都会对电子元件的性能和质量产生严重影响。一级反渗透水设备作为超纯水制备系统的重要组成部分,能够将原水进行深度净化处理,去除其中的大部分杂质,为后续的离子交换、电去离子等深度除盐工艺提供质优的预处理水,确保较终生产的超纯水符合电子工业的高纯度要求。制药行业:药品生产过程中对水质的要求极为严格,因为水中的杂质可能会影响药品的质量、稳定性和安全性。
日常维护运行参数监测:每天定时记录设备的运行参数,如进水压力、出水压力、流量、水质等,以便及时发现设备的异常运行情况。同时,观察设备各部件的外观是否有漏水、松动、腐蚀等现象。滤料更换与清洗:定期检查石英砂过滤器和活性炭过滤器的滤料状况。当滤料的过滤效果下降或达到使用寿命时,应及时更换滤料。对于可再生的滤料,如活性炭,可定期进行清洗和再生处理,以恢复其吸附性能。膜组件维护:定期对反渗透膜组件进行清洗和维护,以保持其良好的通量和脱盐率。可采用化学清洗的方法,使用特定的清洗药剂去除膜表面的污垢和结垢。清洗周期根据原水水质和设备运行情况而定,一般为 3 - 6 个月一次。设备运行噪音≤60dB,适用于医院、学校等对环境安静度要求高的场所。
一级反渗透水设备凭借其***的性能特点,在众多领域得到了广泛的应用,以下是一些主要的应用领域:饮用水生产:随着人们生活水平的提高和对饮用水水质要求的不断提升,一级反渗透水设备在饮用水生产领域的应用越来越普遍。它可以有效去除原水中的各种杂质和污染物,生产出纯净、安全、卫生的饮用水,满足家庭、学校、机关单位、酒店等场所的日常饮用需求。同时,对于一些偏远地区或水资源匮乏的地区,一级反渗透水设备还可以利用当地的地表水或地下水进行处理,提供可靠的饮用水源。浓水回收装置将排放水二次利用,实现水资源利用率提升至75%,践行绿色节水理念。嵊州海水设备厂家自销
双级反渗透水设备,凭借其好的过滤性能,能高效去除水中各类杂质与污染物,为用户提供纯净可靠的水源。台州海水设备厂家
一级反渗透水设备具有以下明显的性能特点:高效的脱盐率:能够有效去除水中的溶解性盐类,脱盐率通常可达 95%以上,甚至高达 99%。这使得处理后的淡水能够满足各种对水质要求较高的应用场景,如饮用纯净水生产、电子芯片制造、医药行业用水等。普遍的适应性:适用于处理各种不同水质的原水,无论是地表水、地下水还是海水,只要经过适当的预处理,都可以作为一级反渗透水设备的进水水源。这种普遍的适应性使得该技术在全球范围内得到了广泛的应用。精确的分子级分离:反渗透膜的孔径非常小,一般在 0.1 - 1 纳米之间,能够实现精确的分子级分离。不仅可以去除水中的盐类、有机物、细菌、病毒等杂质,还能保留对人体有益的矿物质和微量元素,生产出质优健康的饮用水。台州海水设备厂家