商机详情 -
广东深圳制造实验电镀设备
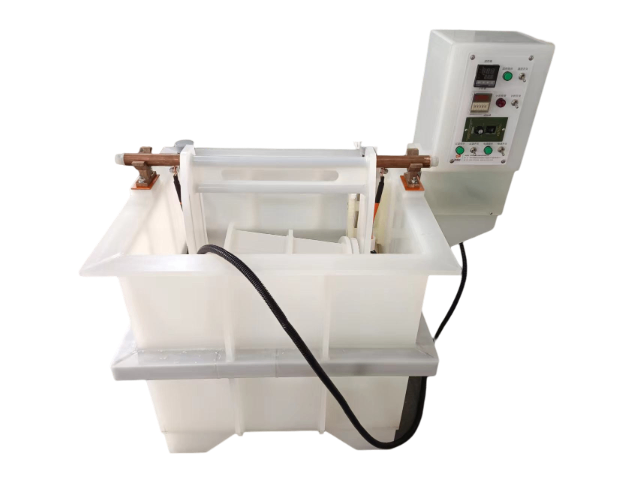
贵金属小实验槽是实验室用于金、银、铂等贵金属电镀的小型装置,适用于沉积研究或小批量功能性镀层制备。结构:采用聚四氟乙烯/聚丙烯耐腐槽体,配置惰性阳极(钛网/石墨)与贵金属阳极(金/银),阴极固定基材(铜箔/陶瓷)。电源支持恒电流/电位模式,电流密度0.1-5A/dm²。辅助装置:配备温控仪(±0.1℃)、磁力搅拌器(100-600rpm)及循环过滤系统,确保工艺稳定。集成X射线荧光测厚仪(0.05-2μm)和显微镜,实时监测镀层质量。工艺流程:基材经打磨、超声清洗及酸活化预处理后,通过电沉积或置换反应形成贵金属镀层(如0.1-1μm金层),终清洗干燥并检测成分形貌(SEM/EDS)。关键参数:镀金液为氯金酸+柠檬酸体系,镀银液为硝酸银+氨水体系;温度30-60℃,pH值3-6(依金属调整)。广泛应用于电子元件、珠宝原型、传感器电极等领域的精密贵金属镀层研发,尤其适合小尺寸或复杂结构件实验。闭环过滤系统,水资源回用率超 95%。广东深圳制造实验电镀设备

电镀槽操作防护装备的选择要点:个人防护装备(PPE),防化服:根据电解液类型选择材质(如含物选丁基橡胶,酸性选聚丙烯涂层),确保全身覆盖。手套:耐酸碱手套(如丁腈橡胶,厚度≥0.6mm),高温槽需附加隔热层(如硅胶+芳纶材质)。护目镜/面罩:全封闭防溅护目镜,处理挥发性气体(如铬酸雾)时需配防化学飞溅面罩。呼吸防护:物镀槽必须使用正压式空气呼吸器(SCBA),酸性槽可配过滤式防毒面具(滤毒盒需符合GB2890标准)。足部防护:防化靴(耐酸/碱,防穿刺),槽区需铺设防滑绝缘垫。工程控制装备通风系统:槽体上方安装集气罩(风速≥0.5m/s),连接废气处理装置(如湿式洗涤塔处理铬酸雾)。防泄漏设施:槽体周围设置围堰(容积≥槽体110%),地面做环氧树脂防腐处理。温控与液位监测:高温槽配备隔热层和温度报警器,液位传感器联动溢流阀防止溢出。应急处理装备中和剂与吸附材料:物泄漏需硫代硫酸钠,酸性泄漏用碳酸氢钠,配备吸附棉(耐化学腐蚀)。急救设备:洗眼器、紧急淋浴装置、急救箱。特殊工艺防护高压电镀:穿戴防静电服,配备压力传感器和泄压阀。超声波辅助电镀:佩戴隔音耳罩(噪音≥85dB时)。购买实验电镀设备批发商耐腐蚀密封结构,使用寿命超 10000 小时。
如何电镀实验槽?
结合技术参数与应用场景:一、明确实验目标镀层类型贵金属(金/银):需微型槽(50-200mL)减少材料浪费,选择石英或特氟龙材质防污染。合金镀层(Ni-P/Ni-Co):需温控精度±1℃的槽体,支持pH实时监测。功能性涂层(耐腐蚀/耐磨):需配套搅拌装置确保离子均匀分布。基材尺寸小件样品(如芯片、纽扣电池):选紧凑型槽体(≤1L),配备可调节夹具。较大工件(如PCB板):需定制槽体尺寸,预留电极间距空间(建议≥5cm)。
电镀实验槽结构组成与关键部件:
槽体材质主流材料:PP(聚丙烯)、PVDF(聚偏氟乙烯)、石英玻璃(高温场景)。特性要求:耐酸碱性(如硫酸、物)、耐高温(比较高至80℃)、绝缘性。电极系统阳极:可溶性阳极(如金属镍块)或惰性阳极(如铂电极)。阴极:待镀基材,需通过夹具固定并与电源负极连接。参比电极:Ag/AgCl或饱和甘汞电极,用于监测工作电极电位。辅助设备温控系统:水浴加热或电加热棒,控温精度±1℃。搅拌装置:磁力搅拌或机械搅拌,确保电解液均匀性。电源模块:直流稳压电源,支持恒电流/恒电位模式 防腐蚀涂层工艺,耐盐雾超 500 小时。

电镀槽材质选择指南
1.电解液特性匹配强氧化性酸(如铬酸):选PFA/PVDF,耐+6价铬侵蚀。弱酸性/中性(镀锌、镍):PP性价比高,耐酸腐蚀达95%。碱性溶液(物):HDPE在pH>12时稳定性优于PP。
案例:某厂镀镍线误用普通PP槽6个月穿孔,改用增强型PP(含20%玻纤)寿命延长至3年。
2.温度阈值控制高温(>80℃):316不锈钢或钛合金(Gr.12)耐150℃以上。中温(40-80℃):PFA(110℃)或FRP(130℃)更经济。低温(<40℃):HDPE/PP即可,防冻处理需注意。数据:PP在60℃强度衰减3%/年,PFA在100℃仍保持85%强度。
3.机械应力与结构大尺寸槽(>5m):FRP拉伸强度150MPa(PP35MPa)。承重设计:不锈钢框架内衬PP,单点承重500kg/m。振动环境:超声波槽用316L不锈钢,疲劳寿命10^7次循环。
4.环保与合规欧盟REACH:限制PVC,选低挥发PP/HDPE。重金属控制:镀铬用钛材,钛离子析出<0.1ppm。阻燃要求:电子行业需UL94V-0级PP,氧指数≥30%
推荐方案:常规选 PP,高腐蚀用 PFA,高温高压选不锈钢,复杂工况用 FRP。分享 模块化设计灵活,多参数监测适配。购买实验电镀设备批发商
3D 打印模具电镀,复杂结构快速成型。广东深圳制造实验电镀设备
电镀槽尺寸计算方法,工件尺寸适配,容积=比较大工件体积×(5-10倍)+10-20%预留空间;深度=工件浸入深度+5cm(液面高度)。电流密度匹配,槽体横截面积(dm²)≥[工件总表面积(dm²)×电流密度(A/dm²)]÷电流效率(80-95%),电流效率:镀铬约10-20%,镀锌约90%,镀镍约95%;电解液循环需求,循环流量(L/h)=槽体容积(L)×3-5倍/小时;示例计算:处理尺寸30cm×20cm×10cm的工件,电流密度2A/dm²,电流效率90%,工件体积=3×2×1=6dm³→电解液体积≥6×5=30L,工件表面积=2×(3×2+2×1+3×1)=22dm²,横截面积≥(22×2)/0.9≈48.89dm²→可选长80cm×宽60cm(面积48dm²)深度=10cm+5cm=15cm→槽体尺寸:80cm×60cm×15cm。
注意事项:电极间距需预留5-15cm温度敏感工艺需校核加热/制冷功率参考行业标准(如GB/T12611) 广东深圳制造实验电镀设备