商机详情 -
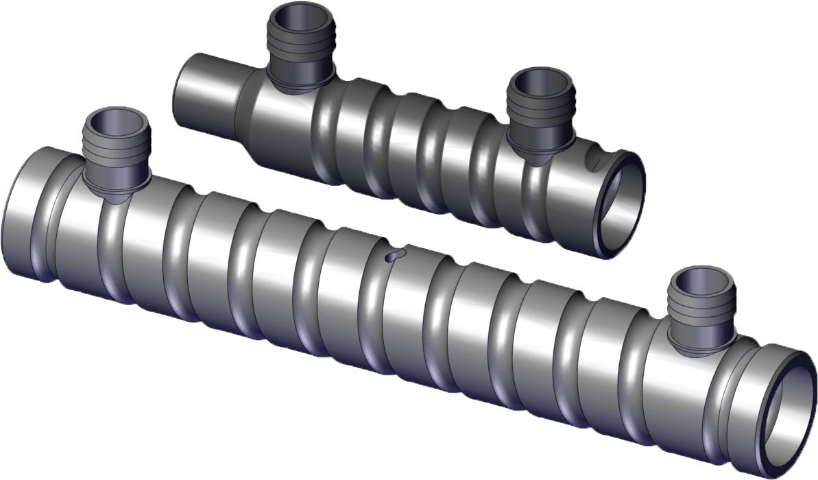
钢制全灌浆套筒与球墨铸铁全灌浆套筒的区别
从建筑全生命周期成本考量,机加工钢制套筒初期虽有一定的加工成本投入,但长远来看效益明显。一方面,准确的机加工减少了材料浪费,提高钢材利用率;另一方面,其稳定可靠的连接性能降低后期维护频次与成本。在商业综合体项目中,运营方看重长期效益,机加工钢制套筒装配式结构不仅缩短建设周期提前开业盈利,还减少运营期间因建筑结构维修造成的停业损失,让投资回报更可观。在抗震设计应用领域,机加工钢制套筒同样表现不凡。地震多发地区的装配式建筑,依靠机加工钢制套筒柔性连接预制构件,当地震波来袭,套筒能够利用自身良好的韧性与准确加工的连接部位,适度变形缓冲能量,防止结构瞬间崩塌。相较于普通连接方式,它为建筑在地震中的人员疏散争取关键时间,保障生命财产安全,为城市抗震减灾体系添砖加瓦。提升建筑品质,钢制全灌浆套筒精细加工,丝扣紧密,连接坚如磐石。钢制全灌浆套筒与球墨铸铁全灌浆套筒的区别
机加工钢制全灌浆套筒作为装配式建筑中的关键连接件,正逐渐改变着建筑行业的格局。它采用良好品质钢材打造,具备较强度与良好的耐久性,能有效应对建筑结构在长期使用过程中的各类受力情况。在高层住宅建设里,其稳固连接预制混凝土构件,确保楼层间的垂直传力顺畅,让建筑整体稳定性大幅提升,为居民提供安全可靠的居住环境。与传统连接方式相比,安装便捷,节省大量现场施工时间,减少人工成本,这也促使越来越多建筑商青睐这一新技术。北京大跨度建筑钢制全灌浆套筒有什么规范要求建筑新宠 —— 钢制全灌浆套筒,耐腐抗锈,保障结构长久耐用,安全无忧。
国际市场上,钢制全灌浆套筒同样崭露头角。欧美发达国家在绿色建筑法规推动下,对装配式技术需求旺盛,我国良好品质钢制全灌浆套筒凭借价格优势与可靠性能,出口量逐年递增。参与国际项目竞争,促使国内企业不断提升工艺标准,接轨国际先进水平,如优化防腐涂层工艺,满足海洋性气候建筑需求,拓展海外应用版图,为 “中国制造” 赢得赞誉。灌浆料与钢制全灌浆套筒协同作用至关重要。良好品质灌浆料流动性好,能在套筒内充分填充,硬化后强度高。二者适配不佳,易出现空鼓、裂缝,削弱连接强度。研发团队持续攻关,推出专门使用灌浆料系列,依据套筒规格、工程环境准确匹配。寒冷地区建筑,防冻型灌浆料搭配保温处理的套筒,确保低温下连接可靠,像极地科考站临时建筑构建,经受极端环境考验,保障科考任务顺利进行。
现代营造钢制全灌浆套筒的验收标准主要包括以下方面:外观检查需查看套筒表面是否有明显裂纹、锈蚀、变形等缺陷,表面应光洁,无影响使用性能的瑕疵12.尺寸测量套筒的长度、直径、壁厚等尺寸要符合设计要求。其中,套筒灌浆段**小内径与连接钢筋公称直径差有明确规定,如钢筋直径12-25mm时,差值不宜小于10mm;钢筋直径28-40mm时,差值不宜小于15mm2.材料检测对套筒的材质进行化学成分分析和机械性能测试,确保其符合相关标准。例如,材料的屈服强度、抗拉强度、伸长率等指标应满足规定要求,且需检测其是否具有良好的可焊性和耐腐蚀性12.连接性能检测通过连接试验机对灌浆套筒与钢筋的连接性能进行检测,包括抗拉强度、抗剪强度等,其连接强度应不低于被连接钢筋的屈服承载力和受拉承载力标准值的1.1倍,以评估其连接质量12.灌浆饱满度检测可采用超声检测法、X射线检测法等方法,检查灌浆是否饱满、密实,有无孔洞、缝隙等缺陷。耐久性测试在特定环境条件下对灌浆套筒进行耐久性测试,如耐候性、耐腐蚀性等试验,以评估其在长期使用中的性能表现。钢制全灌浆套筒的市场规模如何?

当老旧建筑亟待焕新,深圳市现代营造科技有限公司钢制全灌浆套筒宛如时光的修复者悄然登场。面对既有建筑错综复杂的结构、狭窄局促的空间,它轻巧灵活,携带便捷,轻松深入建筑内部。凭借精确的连接工艺,与旧有钢筋完美契合,再结合全灌浆技术,密实填充每一处缝隙,悄然提升整体承载能力。就如老旧居民楼加层改造工程,它不动声色地强化结构,避免大规模拆除重建的劳民伤财,既保留城市记忆,又为居民创造更安全舒适的居住环境。建筑节能看细节,钢制全灌浆套筒合理设计,降低能耗,助力环保。安徽主要钢制全灌浆套筒型式检测要求
体育馆大空间构建,钢制全灌浆套筒较强度支撑,畅享激情赛事。钢制全灌浆套筒与球墨铸铁全灌浆套筒的区别
全灌浆套筒使用要点(墙、柱构件):钢筋下料钢筋下料要求,钢筋应采用砂轮切割机或冷切锯下料,严禁采用剪切、冲切、气割下料,切割端面需平整、无变形,钢筋不得弯曲。二、套筒钢筋连接要求钢筋规格与套筒的规格一致或相邻级别变径,不可跨级变径。变径时应使用相应变径用套筒塞。三、套筒安装工艺1、模具开孔处理1)按照设计要求分别在底、顶部边模板对应构件出筋位置开孔,位置公差为±1mm;2)底部边模(套筒方向)布置12钢筋开孔10.5±0.2mm其它统一开孔12.5±0.2mm。钢制全灌浆套筒与球墨铸铁全灌浆套筒的区别