商机详情 -
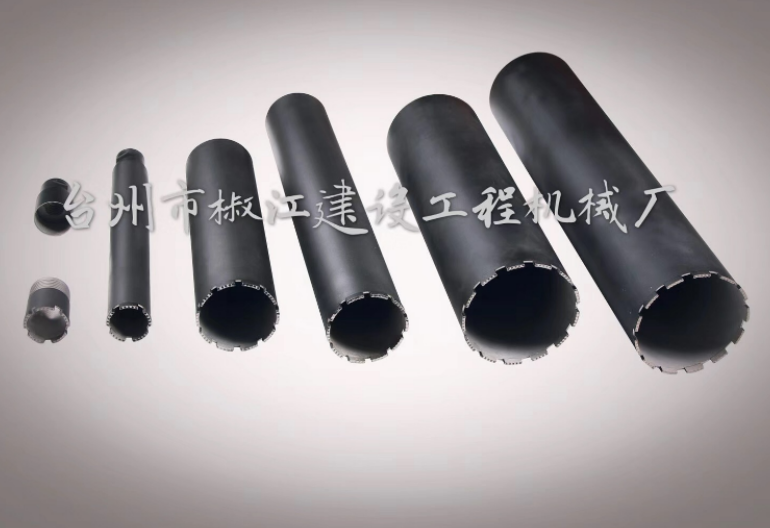
椒江钻头采购
硬质合金钻头材料的主要成分是碳化钨和钴,占所有成分的99%,其他金属占1%,所以称为钨钢(碳化钨)!钨钢是一种由至少一种金属碳化物组成的烧结复合材料!碳化钨、碳化钴、碳化铌、碳化钛和碳化钽是钨钢的常见成分!碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之间,并且碳化物晶粒使用金属粘合剂结合在一起!粘结剂金属一般为铁族金属,常用钴和镍!因此,有钨钴合金、钨镍合金和钨钛钴合金!钨钢钻头材料烧结成型是将粉末压制成坯料,然后进入烧结炉加热到一定温度(烧结温度),保持一定时间(保温时间),然后冷却它以获得所需的性能!钨钢材质!特点:硬质合金的红硬性可达800-1000度!硬质合金的切削速度是高速钢的4-7倍!切割效率高!缺点是抗弯强度低,冲击韧性差,脆性大,抗冲击和抗振性低!公路维修养护高效工具,沥青路面取芯快速,病害检测不耽误。椒江钻头采购
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小!用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)!开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想!经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果!安徽凿岩钻头厂家排名含钴材质耐高温,600℃高温仍锋利,连续钻孔不软化。

硬质合金冲击钻头可分为:直柄冲击钻头、锥柄冲击钻头和六角柄冲击钻头。用途:供装夹在冲击电钻上,对混凝土地基、墙壁、砖墙、花岗石进行钻孔用,以便在孔中安装膨胀螺栓、塑料胀管等紧固件。2、如果电锤钻头不小心断在里面的话,首先使用者应该先将电锤夹头口开到比较大,如果夹头里面有螺丝的话,可以用螺丝刀把螺丝卸下来;然后插入夹头钥匙,逆时针旋转夹头,注意的是旋转夹头,而不是旋转钥匙,如果是旋转钥匙反而会使钻头夹的更紧,所以只需要逆时钟旋转夹头就行了。3、23冲击钻钻头拿不下来:将冲击钻倒放在地上,左手向下按住钻头根部的钻套,右手握住钻头向上提,提的时候左右旋转一下钻头即可取出。手电钻钻头:配有一把钥匙,将钥匙插到钻套的侧孔,拧松就可以取下钻头。
空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等!钻头主要材质有:高速钢类;粉末冶金类;硬质合金类!空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等!该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!优化破碎角设计 110-120°,能量利用率提升 35%,钻进更省力。
1、根据设计的直径和总长度钻头可以选择合金棒材切割机或使用线切割设备进行定长加工!2、定长切割棒材,两端平整,可在手工具磨床上实现!3、合金棒已经倒角或钻完端面,准备磨钻头外径和柄部,取决于外圆磨具是公还是母!4、钻头在高精度外圆磨床上加工外径、中空部分和刀柄外径,保证外径圆柱度、圆跳动和表面光洁度的设计要求!5、为了提高数控磨床上的加工效率,钻头钻尖可以在合金棒放在数控磨床上之前进行倒角,比如140°钻尖角,这样可以倒角时粗磨至142°!6、将倒角合金棒清洗干净后,转移到数控磨床工序,在五轴数控磨床上进行钻头各个零件的加工!7、如果需要改善钻头排屑槽和外表面光洁度,也可以在第5步之前或之后使用羊毛轮和磨料进行研磨和抛光!当然,在这种情况下,钻头需要划分更多的步骤进行处理!8、对合格的钻头进行激光打标,内容可能是公司品牌LOGO和钻头规格尺寸等信息!9、把标记好的钻头包装好,送到专业的工具涂装公司进行涂装!同心轴导向结构稳准狠,孔径误差控制 ±1mm,芯样光滑无破损。台州电锤钻头哪个牌子好
硬质合金齿交错布局,冲击强度提升 40%,复杂岩层钻进不卡钻。椒江钻头采购
群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅!钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”!其钻矩降低30%左右,所以它可以用较大的进给量钻孔!外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能!由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用!麻花钻对于机械加工来说,它是一种常用的钻孔工具!结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事!关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解!我这里介绍一下对麻花钻的手工刃磨技巧!麻花钻的顶角一般是118°,也可把它当作120°来看待!椒江钻头采购