商机详情 -
河北钻头公司
钻尖磨损原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回!2.机床刚性不够!3.钻头材质不够强!4.钻头跳跃太多!5.夹紧刚性不足,钻头滑动!措施:1.降低切割速度!2.增加饲料3.调整冷却方向(内冷)4.添加倒角5.检查调整同轴度钻头!6.检查后角是否合理!3.2韧带断裂原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回!2.@>机床刚性不够!3.钻头材质不够强!4.钻头太大了!5.夹紧刚性不足钨钢钻头高速钢钻头,钻头滑动!措施:1.选择更大的后锥钻头!2.检查主轴钻头跳动范围(<0.02mm)3.使用预定心钻顶孔!4.使用较硬的钻头,带有颈套或热缩套件的液压夹头!刀头密集分布切割匀,受力均匀不跑偏,切口平整光滑。河北钻头公司
增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形!但如后角过大,则会降低刀刃强度和散热能力!后角的大小直接影响钻头耐用度!在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损!考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低!钻头磨损后,随着后刀面磨损带的逐渐加宽,切削功率逐渐加大,摩擦产生的热量会逐渐增加,使钻头温度升高,当温度升高到钻头相变温度后,钻头将出现快速磨损!上海取芯钻头售价人体工学助力机架,推力转化切割力,降低劳动强度更省心。

三尖七刃锐当先、月牙弧槽分两边,侧外刃再开槽,横刃磨低、窄又尖!群钻优于其它钻头的原因:标准麻花钻60%的轴向阻力来自横刃,因横刃前角达-60°左右!“群钻”把麻花钻横刃磨去80%~90%,并形成两条内刃,内刃前角由-60°加大为0°~-10°,从而使轴向阻力减少50%左右,进给感觉特别轻快!群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅!钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”!其钻矩降低30%左右,所以它可以用较大的进给量钻孔!外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能!由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用!
高速钢钻头可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用!高速钢麻花钻材料为高速钢(HSS)!硬质合金钻头适于在先进的加工中心上使用!这种钻头采用细颗粒硬质合金材料制造,为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多数工件材料时具备良好的切屑控制及排屑性能!该钻头的自定心功能和严格控制的制造精度可确保孔的钻削质量,钻削后不需再进行后续精加工!钨钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具!因其容屑槽成螺旋状而形似麻花而得名!螺旋槽有2槽、3槽或更多槽,但以2槽较为常见!钨钢钻头多为麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用!钨钢钻头材料材料为钨钢,加工的硬度更高,但是相对于高速钢更加脆,使用不当时易断裂!优化破碎角设计 110-120°,能量利用率提升 35%,钻进更省力。
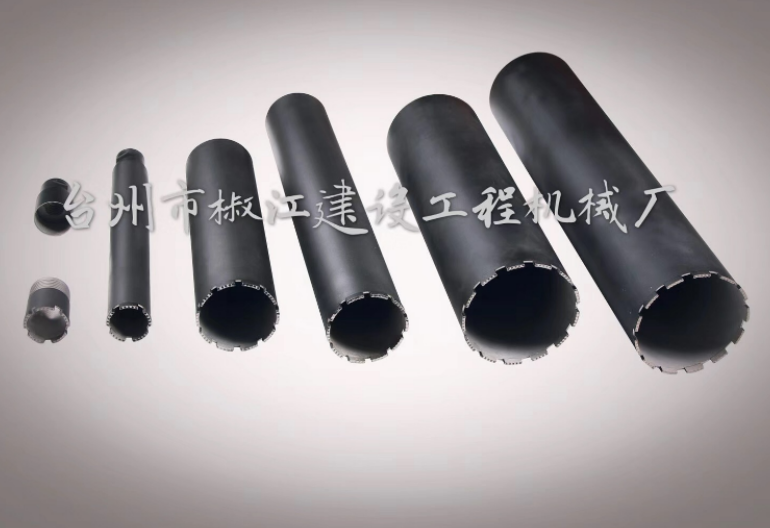
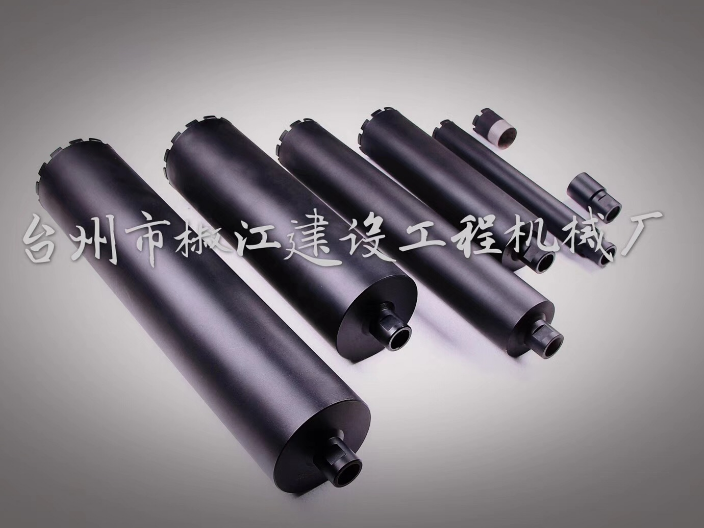
空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等!钻头主要材质有:高速钢类;粉末冶金类;硬质合金类!空心钻头种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等!该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!地基挖掘岩石切割高效,硬岩破碎前预处理,降低破碎难度。河北钻头公司
耐腐蚀材质适配潮湿环境,大坝检测长期用,性能稳定不衰减。河北钻头公司
钻头的刃口要上下摆动,钻头尾部不能起翘!这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动!而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削!这是很关键的一步,钻头磨得好与坏,与此有很大的关系!在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些!保证刃尖对轴线,两边对称慢慢修!一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称!有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨!钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削!后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大!河北钻头公司