商机详情 -
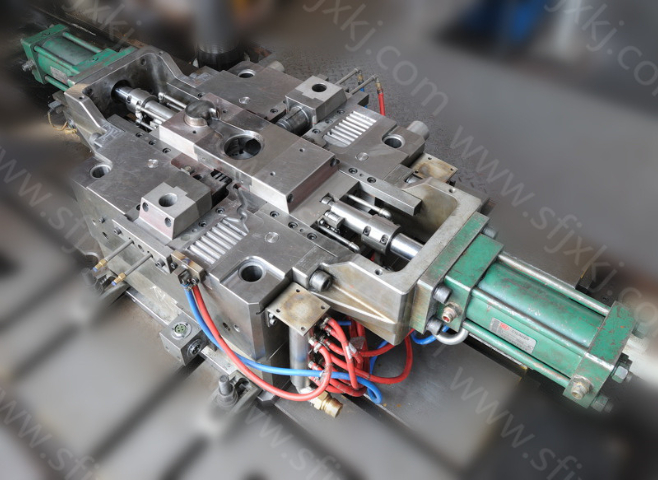
江西复杂结构压铸模具备件
在当今制造业蓬勃发展的浪潮中,锌合金压铸模具作为精密制造领域的关键利器,正闪耀着独特的光芒,为众多行业注入强大动力。传统压铸模具在面对复杂工艺和高精度要求时,常常显得力不从心。而全新的锌合金压铸模具却突破重重难关,带来了令人瞩目的革新。它的设计研发充分融合了现代先进技术,从三维建模到模拟仿真,每一个环节都经过精心雕琢,确保模具在投入使用前就已具备优越性能。工程师们借助专业软件,能够精确模拟锌合金在压铸过程中的流动状态,提前发现潜在问题并加以优化,提高了模具的良品率,有的甚至将初次试模的合格率明显提升。锌合金压铸模具的材质选用更是考究。采用品质高的材料,这种材质不仅具备出色的耐高温、耐腐蚀性能,而且强度高、韧性好,能够承受锌合金压铸时的高温高压冲击,反复压铸上千次仍能保持良好的成型精度,为长期、稳定的批量生产提供了坚实保障。在实际生产应用中,锌合金压铸模具展现出极高的生产效率。以一家生产五金配件的企业为例,引入新型锌合金压铸模具后,原本需要多道工序、耗费大量时间的生产流程得到简化。模具开合迅速,压铸成型时间大幅缩短,使得单位时间内的产量较以往提升,有力地满足了市场日益增长的需求。 精密压铸模具智造,误差极小,产品合格率高。江西复杂结构压铸模具备件
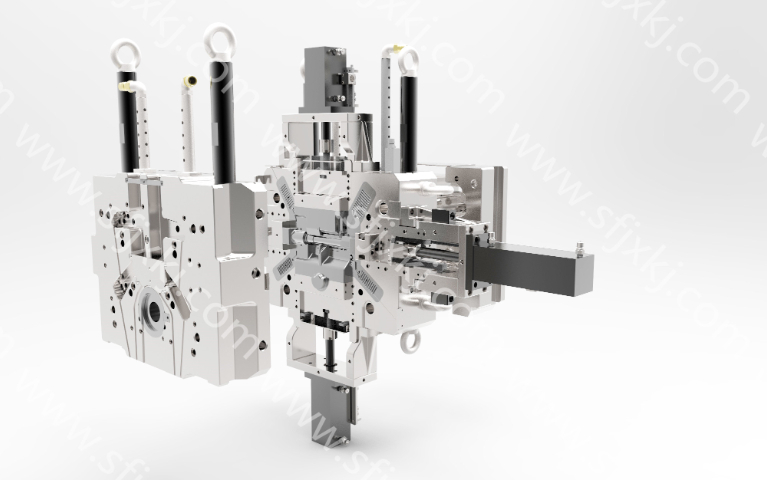
高效生产的“心脏”在追求***效率的现代工厂里,压铸模具堪称高效生产的“心脏”。其重要价值在于将“高循环速度”与“高重复精度”完美结合。一套设计精良、制造精细的压铸模具,能够在高压(可达数百甚至上千吨)作用下,在极短时间内(通常10-60秒)完成一次完整的充型、保压、冷却和开模顶出过程,实现零件的快速、连续生产。这种“近净成形”的特性,意味着后续的机加工量极少,甚至无需加工,极大地缩短了生产周期,降低了能耗和人工成本。对于需要大规模量产的行业(如消费电子、汽车零部件),模具的稳定性和寿命直接决定了生产线的稼动率和总产出。高寿命的模具意味着更少的停机维护时间,更高的设备利用率。因此,投资于品质高的压铸模具,本质上是投资于生产效率的提升和单位制造成本的降低,是企业实现规模化、集约化生产的根本保障。扬州小型压铸模具什么价格耐磨耐高温压铸模,寿命持久,降低生产成本。
挑战极限的“攀登者”制造领域永远存在“极限”的挑战:更薄的壁厚、更复杂的结构、更高的强度、更长的寿命。压铸模具的工程师们,正是不断向这些极限发起冲击的“攀登者”。他们挑战着材料的热疲劳极限,通过创新的冷却设计和表面涂层延长模具寿命;他们挑战着充型的物理极限,利用模拟优化流道和排气,确保薄壁区域(<1mm)也能完整填充;他们挑战着尺寸精度的极限,采用超精密加工和在线监控,实现微米级的控制;他们挑战着集成度的极限,推动大型一体化压铸技术,将数十个零件合而为一。每一次技术突破,都伴随着巨大的风险和投入,但成功后的回报是**性的。正是这些“攀登者”的不懈努力,推动了压铸技术的进步,为各行业带来了性能更强、成本更低、更环保的新产品。他们是制造业背后真正的英雄。
精益制造的“伙伴”精益制造的重要是消除浪费、提升价值。压铸模具,正是实现精益制造的理想“伙伴”。其“近净成形”的特性,比较大限度地减少了原材料浪费(浇注系统可回收),降低了切削加工的能耗和刀具损耗。高精度的模具确保了产品的一致性,减少了因尺寸超差导致的返工和报废,提升了良品率。稳定的模具性能保障了生产节拍的恒定,有利于生产计划的精确排程和JIT(准时制)供应。此外,大型一体化压铸件的应用,能明显减少零件数量和后续的焊接、铆接、涂胶等组装工序,简化了物流和装配流程,降低了整体制造复杂性。从设计源头优化,通过模具实现功能集成,本身就是一种深层次的精益思想。选择品质高的压铸模具,意味着选择了更少的浪费、更高的效率和更低的综合成本,是企业践行精益制造、提升运营效率的关键一环。压铸模具分型面设计防金属液溢料。
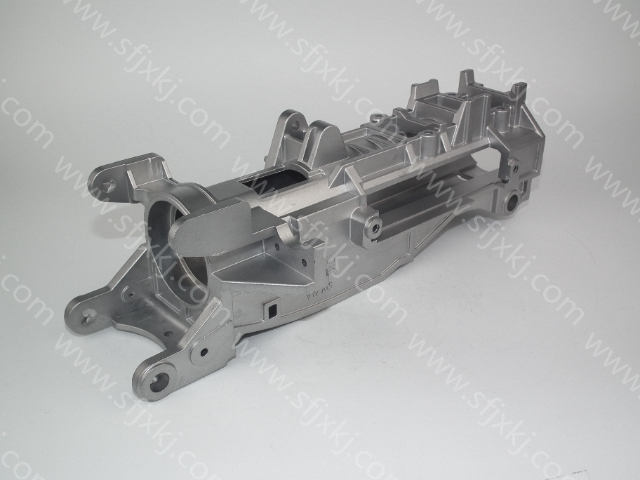
为企业创造多维价值压铸模具的价值不仅体现在技术层面,更能从成本、效率、环保等维度为企业赋能,助力产业可持续发展。在成本优化方面,压铸模具的“近净成型”特性可大幅减少原材料浪费与后续加工成本。以家电行业的冰箱压缩机底座为例,采用压铸模具生产后,材料利用率从传统铸造的70%提升至95%以上,同时省去了铣平面、钻安装孔等5道工序,单件生产成本降低40%,年产能100万件的企业可年省成本超千万元。在生产效率提升上,压铸模具的快速换型能力为企业应对多品种生产提供支持。通过标准化的模具接口与快速定位装置,模具更换时间从传统的4-6小时缩短至1-2小时,配合自动化压铸生产线,可实现“多品种、小批量”订单的快速切换。例如,汽车零部件企业可在同一生产线上,通过更换模具依次生产发动机支架、变速箱壳体等不同零件,大幅提升设备利用率。在环保层面,压铸模具适配的压铸工艺属于低能耗、低污染的绿色制造技术。相较于砂型铸造,压铸生产无需使用石英砂等一次性造型材料,减少了固废排放;同时,压铸过程中的金属废料可100%回收重熔,实现资源循环利用。据测算,采用压铸工艺生产金属零件,每吨产品的碳排放较传统工艺降低25%。商用车底盘部件需强度高压铸模具保障。南京节能型压铸模具生厂商
镁合金轻量化部件需压铸模具。江西复杂结构压铸模具备件
在压铸生产中,模具损坏常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,上海神富模具机械科技有限公司来教您如何预防压铸模具出现裂纹、开纹。一、造成压铸生产模具损坏的原因1.在模具加工制造过程中1)毛坯锻造质量问题有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸,而钢材中的树枝状晶体、夹杂碳化物、缩孔、气泡等疏松缺陷沿加工方法被延伸拉长,形成流线,这种流线对以后的的淬火变形、开裂、使用过程中的脆裂、失效倾向影响极大。2)在车、铣、刨等终加工时产生的切削应力,这种应力可通过中间退火来消除。3)淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。4)电火花加工产生应力。模具表面产生一层富集电极元素和电介质元素的白亮层,又硬又脆,这一层本身会有裂纹,有应力。电火花加工时应采用高的频率,使白亮层减到小,必须进行抛光方法去除,并进行回火处理,回火在三级回火温度进行。江西复杂结构压铸模具备件