商机详情 -
连云港压铸模具生厂商
为企业创造多维价值压铸模具的价值不仅体现在技术层面,更能从成本、效率、环保等维度为企业赋能,助力产业可持续发展。在成本优化方面,压铸模具的“近净成型”特性可大幅减少原材料浪费与后续加工成本。以家电行业的冰箱压缩机底座为例,采用压铸模具生产后,材料利用率从传统铸造的70%提升至95%以上,同时省去了铣平面、钻安装孔等5道工序,单件生产成本降低40%,年产能100万件的企业可年省成本超千万元。在生产效率提升上,压铸模具的快速换型能力为企业应对多品种生产提供支持。通过标准化的模具接口与快速定位装置,模具更换时间从传统的4-6小时缩短至1-2小时,配合自动化压铸生产线,可实现“多品种、小批量”订单的快速切换。例如,汽车零部件企业可在同一生产线上,通过更换模具依次生产发动机支架、变速箱壳体等不同零件,大幅提升设备利用率。在环保层面,压铸模具适配的压铸工艺属于低能耗、低污染的绿色制造技术。相较于砂型铸造,压铸生产无需使用石英砂等一次性造型材料,减少了固废排放;同时,压铸过程中的金属废料可100%回收重熔,实现资源循环利用。据测算,采用压铸工艺生产金属零件,每吨产品的碳排放较传统工艺降低25%。低成本压铸模具,性价比突出,适用于小型五金件生产,经济实用。连云港压铸模具生厂商

新能源**的“赋能者”新能源产业的蓬勃发展,为压铸模具开辟了前所未有的广阔天地。在电动汽车领域,电池包壳体、电机壳体、电控单元外壳、电驱系统支架等关键部件,对轻量化、散热性、密封性和结构强度有着极高要求。压铸工艺,特别是大型一体化压铸技术,成为满足这些需求的理想解决方案。例如,特斯拉**的6000吨以上超大型压铸机,将原本由数十个冲压件焊接而成的汽车后底板,整合为单个大型铝合金压铸件,实现了减重、降本、提效的多重目标。同样,电池包壳体需要良好的散热和电磁屏蔽性能,压铸成型的复杂流道和集成化设计优势凸显。在光伏、风电等新能源装备中,也需要大量结构复杂、耐候性好的金属部件。压铸模具以其高效、高质、高集成度的特点,正在深刻赋能新能源产业链,成为推动能源转型和绿色制造的重要力量。实用压铸模具什么价格模具寿命长,抗磨损耐高压,降低生产成本。
在当今制造业的快速发展中,锌合金压铸模具以其优越的性能和广泛的应用领域,成为了众多企业提升生产效率与产品质量的关键工具。本文将深入探讨锌合金压铸模具的独特优势、制作工艺、应用领域以及未来发展趋势,为您揭示这一精密制造技术的无限潜力。一、锌合金压铸模具的独特魅力锌合金,作为一种质优的压铸材料,因其良好的流动性、强度高、耐腐蚀性以及易于加工的特性,在模具制造领域独树一帜。与传统的注塑模具相比,锌合金压铸模具具有以下明显优势:高精度与长寿命:锌合金压铸模具能够实现微米级的精度控制,确保产品的一致性和稳定性。同时,其耐磨性和抗疲劳性能优越,延长了模具的使用寿命,降低了企业的生产成本。高效生产:锌合金压铸工艺具有快速冷却和凝固的特点,使得生产周期缩短,提高了生产效率。此外,该工艺还支持复杂结构的成型,满足了市场对多样化产品的需求。环保节能:锌合金材料可回收利用,减少了资源浪费和环境污染。同时,压铸过程中的能耗相对较低,符合现代制造业的绿色生产理念。二、锌合金压铸模具的制作工艺锌合金压铸模具的制作过程是一个精密而复杂的系统工程,主要包括以下几个步骤:设计与建模:根据客户需求。
压铸模具能够根据不同行业的零件特性与生产需求,提供高度定制化的成型方案,覆盖从微型精密件到大型结构件的全范围生产。在汽车轻量化领域,新能源汽车的电池包支架、电机外壳等零件,需在保证强度的同时实现减重,压铸模具通过一体化成型设计,将原本需要多个零件拼接的结构整合为单一铸件,不仅减少了焊接工序带来的强度损耗,还使零件重量较传统结构降低35%以上,完美适配新能源汽车对续航里程提升的重要需求。在电子设备领域,5G路由器壳体、智能手机中框等零件尺寸小巧且结构复杂,传统加工方式难以兼顾精度与效率。压铸模具采用微型多型腔设计,配合高精度数控加工技术,可实现单件尺寸公差控制在±以内,同时单次成型8-16件产品,满足电子行业“小尺寸、高产量”的生产节奏,为消费电子的快速迭代提供保障。此外,在医疗器械领域,轮椅车架、康复设备连接件等零件需具备耐腐蚀、无毛刺的特性,压铸模具通过选用医用级不锈钢材质与镜面抛光型腔工艺,确保零件表面粗糙度Ra≤μm,无需后续打磨即可直接使用,避免了金属碎屑对人体的潜在风险,适配医疗器械对安全性与洁净度的严苛要求。性能表现优越,筑牢生产高效运行基石从性能来看。 耐用压铸模具,抗磨损性能强,适用于家电外壳压铸,使用寿命长。

在压铸生产中,模具损坏常见的形式是裂纹、开裂。应力是导致模具损坏的主要原因。热、机械、化学、操作冲击都是产生应力之源,包括有机械应力和热应力,上海神富模具机械科技有限公司来教您如何预防压铸模具出现裂纹、开纹。一、造成压铸生产模具损坏的原因1.在模具加工制造过程中1)毛坯锻造质量问题有些模具只生产了几百件就出现裂纹,而且裂纹发展很快。有可能是锻造时只保证了外型尺寸,而钢材中的树枝状晶体、夹杂碳化物、缩孔、气泡等疏松缺陷沿加工方法被延伸拉长,形成流线,这种流线对以后的的淬火变形、开裂、使用过程中的脆裂、失效倾向影响极大。2)在车、铣、刨等终加工时产生的切削应力,这种应力可通过中间退火来消除。3)淬火钢磨削时产生磨削应力,磨削时产生摩擦热,产生软化层、脱碳层,降低了热疲劳强度,容易导致热裂、早期裂纹。对h13钢在精磨后,可采取加热至510-570℃,以厚度每25mm保温一小时进行消除应力退火。4)电火花加工产生应力。模具表面产生一层富集电极元素和电介质元素的白亮层,又硬又脆,这一层本身会有裂纹,有应力。电火花加工时应采用高的频率,使白亮层减到小,必须进行抛光方法去除,并进行回火处理,回火在三级回火温度进行。多滑块结构设计,复杂内腔铸件轻松成型无阻碍。上海高性价比压铸模具怎么卖
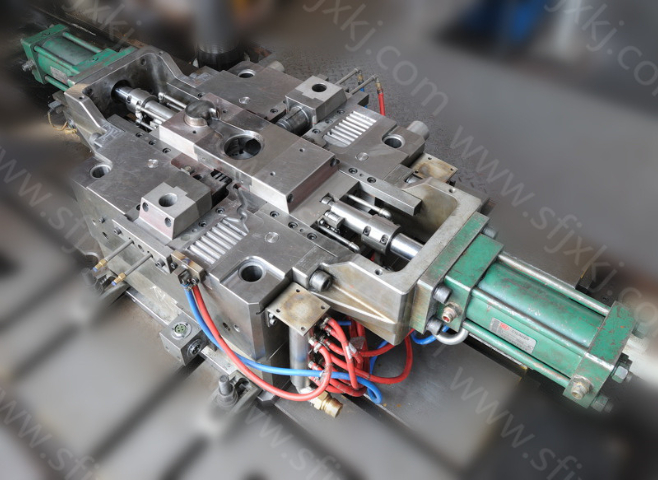
快速换模设计,切换产品耗时短,适应多品种生产。连云港压铸模具生厂商
由于模具与金属液之间的热交换,使模具表面产生周期性温度变化,引起周期性的热膨胀和收缩,产生周期性热应力。如浇注时模具表面因升温受到压应力,而开模顶出铸件后,模具表面因降温受到拉应力。当这种交变应力反复循环时,使模具内部积累的应力越来越大,当应力超过材料的疲劳极限时,模具表面产生裂纹。二、预防模具损伤的措施1.良好的铸件结构设计铸件壁厚尽可能均匀,避免产生热节,以减少模具局部热量集中产生的热疲劳。铸件的转角处应有适当的铸造圆角,以避免模具上有尖角位导致应力产生。2.合理的模具结构设计1)模具中各元件应有足够的刚度、强度,以承受压力而不变形。模具壁厚要足够,才能减少变形。2)浇注系统设计尽量减少对型芯冲击、冲蚀。3)正确选择各元件的公差配合和表面粗糙度。4)保持模具热平衡。3.规范热处理工艺通过热处理可改变材料的金相组织,保证必要的强度、硬度、高温下尺寸稳定性、抗热疲劳性能和材料切削性能。正确的热处理工艺,才会得到合适的模具性能,而钢材的性能是受到淬火温度和时间、冷却速度和回火温度控制。4.压铸生产过程控制1)温度控制:模具的预热温度和工作温度;合金浇注温度,在保证成型良好前提下,用较低的浇注温度。 连云港压铸模具生厂商