商机详情 -
珠海市智能模具制造管理软件开发
模具制造管理软件的优势特点包括:4.质量控制:模具制造管理软件可以对生产过程进行实时监控和质量控制,包括生产参数的监测、产品质量的检测等,确保产品质量符合要求。5.供应链管理:模具制造管理软件可以与供应商和客户进行信息共享和协同,包括订单信息的传递、材料采购的协调等,提高供应链的效率和响应能力。6.成本控制:模具制造管理软件可以对生产成本进行实时监控和控制,包括人工成本、材料成本、设备成本等,帮助企业降低成本、提利润高。7.数据分析:模具制造管理软件可以对生产数据进行分析和统计,包括生产效率、质量指标、资源利用率等,帮助企业发现问题、改进流程。总之,模具制造管理软件可以提高生产效率、降低成本、提高产品质量,帮助企业实现精益生产和智能制造。模具制造管理软件可以对接收的订单进行管理,包括订单的录入、跟踪、分配和优先级设置等。珠海市智能模具制造管理软件开发
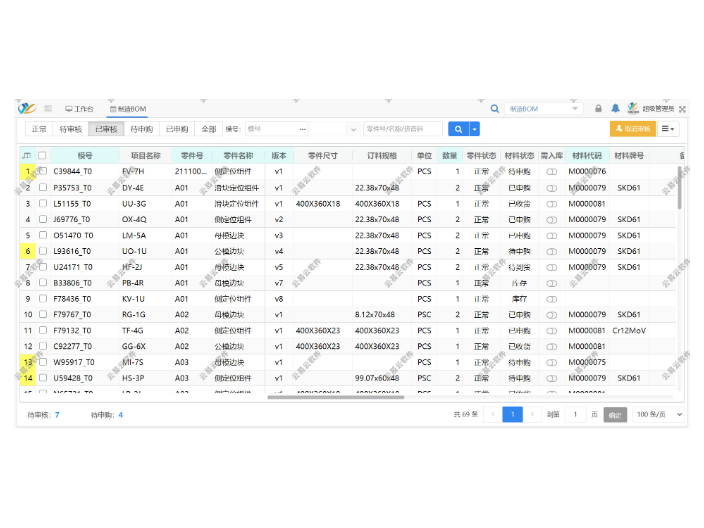
模具制造管理软件
云易云模具管理软件生产排程系统是一种智能化的人员调度工具,可以将其他员工的调度工具发送到工作平台上,以便工作人员随时了解当前执行进度。企业应用集成化、智能化的车间管理系统,将业务流程按部门管理划分,逐步实现信息共享,避免重复录入造成的资源浪费。同时也为压铸和冲压车间实现“模具寿命”追加保养,通过对模具的有效管理,实现“模具的状态维护、履历”的一体化管理模式。在物料编码方面,可以实现对物料的批次、单件或小批号的管理,并且支持批号、序列号的管理,还可以实现与供应商、客户的协同工作,实现成本对账及成本对账的核算。台州压铸模具制造管理软件下载模具制造管理软件哪个好?
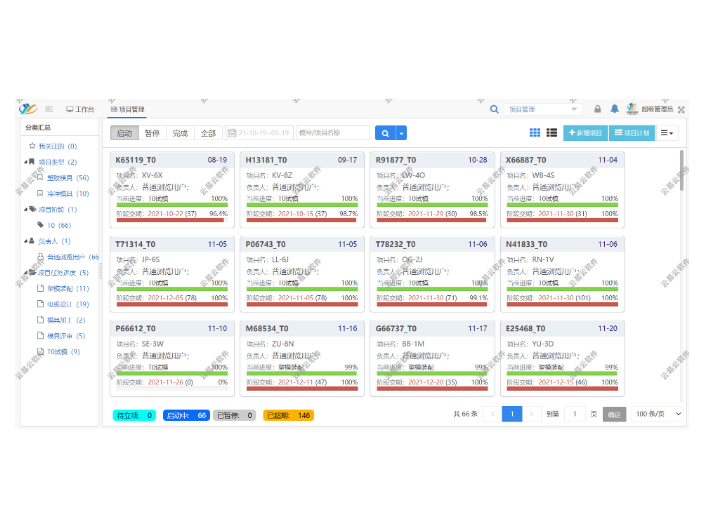
模具制造管理软件的应用成果主要有:1.建立了一套体现GMP模具管理思想适应市场需求快速反应的管理系统,规范了企业业务流程。销售、项目、设计、采购、生产、质量、运维、统计连贯一体,信息高度共享,综合反应和监督各环节的状况,实现了业务的智能化。2.实现业务集成,信息共享模具管理系统提供了一个项目进度跟踪平台,根据节点模板,设置好关键节点,通过模具厂车间对进度的提交,领导、各生产车间及相关部门,可以及时跟踪模具进度。
模具管理系统中的排程之工序排程。目的:为了提早知道产能负荷,提早进行委外处理,防止瓶颈工序造成大面积零件等待。工序排程主要用于生管进行统筹的排程,因生管无法确切的综合了解每个车间的机台参数,以及无法了解产品的工艺参数等,所以采用工序排程更为合理与快速。该排程只是在工序或者加工中心的产能基础上进行排程,排程是以每个零件的工艺为基础数据,要求工艺工时尽可能准确,否则排程的偏差就会很大。对于偏差大的当然可采用经验值进行调整参数,对于刚接触排程时,要不断的累积历史经验数据,才能不断的改善出好的排程模式。排程方式可采用表格排程,甘特图排程与自动排程方式。自动排程是利用交期的倒算法,再利用起始时间的正算法,两个时间区间的时差为冗余时间,部件的起始时间以零件的比较大时间作为起始时间,每个工序节点有工艺工时与准备工时。按次自动排程计算会得出每个零件,每个工序的开始与结束时间。然后通过汇总得出每个工序每天的负荷率。对于超过70%负荷的进行委外处理或者调整等待时间等操作,当然也可以调整工序交期等方式。但零件的工序干涉相互影响,只要不会引起其他零件的负荷超标与时间突冲是可以调整。模具制造管理软件是面向模具企业信息化的管理软件。
模具生产管理系统的作用主要有:3、实现了模具ERP管理方式详细的模具系统促使模具车间明确提出认购,由购置立即进行认购,避免了以前的笔写不正确,现只需挑选零件原材料是不是必须购置,就可以把BOM表信息变换为购置信息,防止正中间全过程产生的不正确。4、实现了模具车间机器设备的平衡分派,迅速对生产车间任务进行下发模具生产管理系统集成了生产任务排产輔助系统,对企业内机器设备資源梳理后,一键对目前新项目每日及資源进行有效分派,提早提醒不够的机器设备資源,统一指挥、综合分派。5、实现模具应用履历管理原模具应用状况数据信息分散化,数据信息整体性也因不一样生产车间管理方法而有差别。通过订单管理功能,企业可以更好地掌握订单的进度和完成情况,提高订单的执行效率。浙江温州专业的模具制造管理软件下载
通过使用模具制造管理软件,企业可以实现对模具制造过程的全i面管理和控制,提高生产效率和质量。珠海市智能模具制造管理软件开发
模具制造过程各师傅要加强自主检查,对自己承制的项目负完全质量责任,对存在的质量缺陷及隐患要及时整改优化,保证模具制造质量的稳定可靠,坚决禁止粗制滥造,要在客户验收前保证以下品质:1、模具外观表面要确保清洁无油污、锈迹,所有锐边、加工毛边要倒角均匀,去除毛刺;2、模具型面光洁度要良好,不得有无打光现象(型面加工刀痕还很清晰或是只用粗沙轮推过)存在,或者用抛光片抛光;3、所有坚固部件不得有螺丝或是定位销漏锁。螺丝过孔配合要畅通,螺丝帽不得加工或打磨至小,定位销不得使用非标尺寸;4、对加工缺陷、铸造缺陷以及生产过程发生的碰撞压伤等在允许的范围内补焊修复,不符合规定的作报废处理;5、所有镶块拼接缝不得大于0.05mm,背托面配合间隙不得大于0.03mm,因加工缺陷造成背托面要加垫片的不得有多层加垫,并要求用螺丝固定;6、导板配合间隙不得大于0.05mm,红丹研合接触要均匀,上下垂直,背面不得多加多层垫片.
珠海市智能模具制造管理软件开发