商机详情 -
广东智能零件加工管理软件服务商
零件加工管理软件能力不对称,指对接各方的水平不一样,自然,会造成各方理解不一,从而采取的措施南辕北辙,给供应链带来大的波动和不确定。解决能力不对称,比较好的办法就是专业人才,专业操作,专业人做专业事。安全库存是个技术话,需要专业的人才。安全库存的专业,既体现在安全库存的设定上,也体现在安全库存的审核上,同时,还体现在Review上,体现在各种跟踪与调整上。安全库存或者说库存控制的专业,体现在库存管理、物料管理的方方面面。专业人才,如何得到,自己培养或外部聘请都可以,这个话题超出了本文的范围,这里不深入,但提醒的一点的,我们首先要尊重专业。零件加工软件有哪些种类?广东智能零件加工管理软件服务商
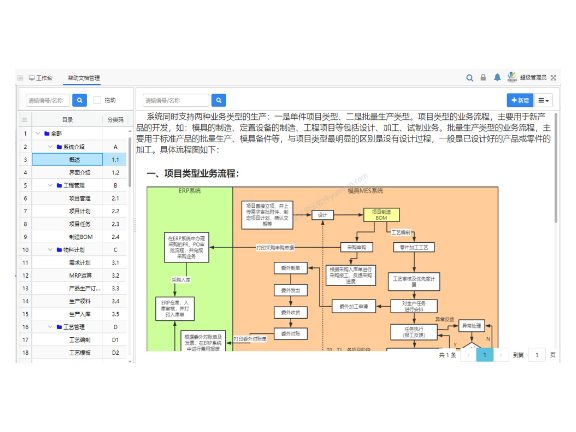
ERP解决方案:4.成本管理简明。ERP可实现直接材料、直接人工,制造费用等生产成本管理。直接人工和制造费用可按完工数量或者直接材料金额自动分配简化操作;自制半成品和原材料分别核算简明而清晰;完工入库可按物料实际损耗和标准损耗计算更准确和灵活。5.功能贴合行业。ERP支持多个产成品同一个BOM清单,贴合机械零部件加工行业原材料单一,产成品(小五金)通用性强的特点方便客户操作;在工资统计方面,可实现按完工数量计件和按移交数量计件,并且工票支持多计量单位的自动转换,便于统计工资。广东智能零件加工管理软件服务商怎样自己做零配件加工管理软件?
模具货架一般用于工业仓库中,主要用途为存放模具等重型物品。1、模具货架如何使用?模具货架在使用过程中无需用到叉车等机械设备,货架会配有抽屉,抽屉下具有导向轨和滑轮,当需要存放或者使用到模具时,直接将抽屉拉出即可。如果抽屉的重量太大,人员无法直接拉动,此时可以为模具货架配置滚轮,这样只需很小的力气就能将抽屉拉出了。如果货物过重,在货架顶部可配置移动葫芦车,以方便模具的起吊。2、购买模具货架的时候需要注意哪些事项?(1、在购买模具货架时不要只对比价格,还要对比货架所使用的材质,因为模具货架主要存放重型物品,对承载量要求比较高,如果材质过差,会影响使用安全和货架寿命。如果货架企业之间报价差距过大,要留意货架质量是否符合标准。(2、在购买模具货架之前要先计划好每层货架的承重是多少,在选购时要选择高出计划的承载量。后续使用过程中不得超出规定的承载量。(3、在验收货架的时候,要观察材料是否和购买时规定的一只,面板是否足够厚,材料是否是次品,焊接是否牢固,有没有漏焊点等。
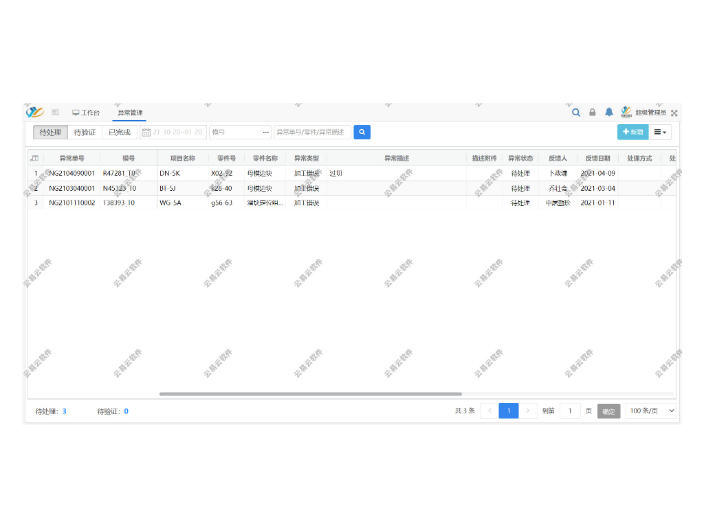
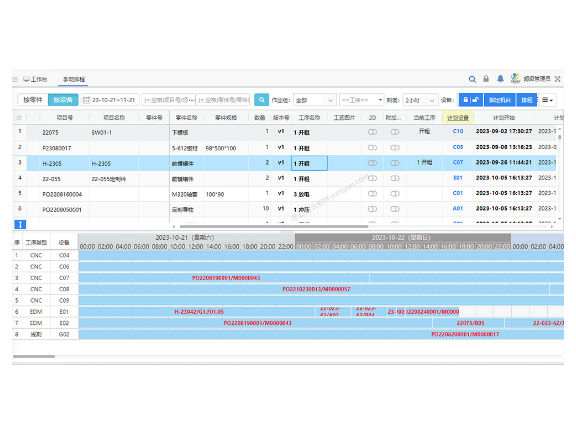
零件加工管理软件的作用:1.技术管理:按零、部件所属关系显示产品的层次结构,实现产品明细表、工艺流程、下料数据等的编制与管理。结构清晰,操作灵活,功能综合。2.生产管理:编制或从销售订单中导入要投产的产品明细,自动生成投产零、部件明细,原材料、标准件、配套件需求明细,外委加工订货明细等。可打印材料领用单、生产派工工作票、各种生产计划等。在计算过程中,可以自动检查库存,将库存可用件从投产数量中减除,记录投产批量中新投产数量、库存已有数量等。3.过程控制:通过输入各加工工序的完工信息,可以跟踪产品零、部件的加工进度,可以查询各生产批次零、部件的生产状态和完工率等。4.原材料管理:(1)生产原材料、标准件、外购件等。提供方便灵活的材料编码系统,保证材料使用的规范与统一(2)完善的库存管理系统,使材料的管理与生产系统有机地结合在一起,有效地控制材料的领用与发放。库存上、下限设置可以很好地控制库存积压和资金占用。常用数控加工软件背景及特点介绍。
零件加工管理软件的作用主要有:1.技术管理:按零、部件所属关系显示产品的层次结构,实现产品明细表、工艺流程、下料数据等的编制与管理。结构清晰,操作灵活,功能完善。2.生产管理:编制或从销售订单中导入要投产的产品明细,自动生成投产零、部件明细,原材料、标准件、配套件需求明细,外委加工订货明细等。可打印材料领用单、生产派工工作票、各种生产计划等。在计算过程中,可以自动检查库存,将库存可用件从投产数量中减除,记录投产批量中新投产数量、库存已有数量等。零件加工管理软件怎么下载?广东智能零件加工管理软件服务商
零件加工管理软件系统测试:对整个系统进行系统测试,模拟实际使用场景,测试系统的性能和稳定性。广东智能零件加工管理软件服务商
机械精密零件加工“技术要求”汇总。精加工后技术要求:(1)精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。(2)加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。(3)滚压精加工的表面,滚压后不得有脱皮现象。(4)终工序热处理后的零件,表面不应有氧化皮。经过精加工的配合面、齿面不应有退火。零件的密封处理:(1)各密封件装配前必须浸透油。(2)组装前严格检查并清理零件加工时残留的锐角、毛刺和异物。保证密封件装入时不被擦伤。(3)粘接后应清理流出的多余粘接剂。齿轮技术要求:(1)齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。(2)齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。(3)齿轮箱与盖的结合面应接触良好。广东智能零件加工管理软件服务商