商机详情 -
浙江温州好的模具制造管理软件购买
模具制造管理软件的应用案例。某模具制造企业引入了模具制造管理软件,取得了明显的效果。以下是该企业的应用案例:1.提高生产效率:通过软件的生产计划管理功能,企业能够根据订单情况制定合理的生产计划,合理安排生产任务,避免了生产过程中的闲置和堵塞,提高了生产效率。2.降低成本:通过软件的成本管理功能,企业能够及时了解各项成本的情况,找出成本高的环节,采取相应的措施进行降低,从而降低了模具制造的成本。3.提高质量:通过软件的质量管理功能,企业能够对模具的质量进行全程监控,及时发现和处理质量问题,提高了模具的质量稳定性和可靠性。4.加强管理:通过软件的统计分析功能,企业能够对各项数据进行统计和分析,了解企业的运营情况,及时做出决策,加强了企业的管理水平。通过使用模具制造管理软件,企业可以降低成本和风险,提升企业竞争力。浙江温州好的模具制造管理软件购买
模具制造管理软件
模具管理系统中数控加工是模具加工的一种方式,软件系统记录机器运作,这在模具ERP软件中的生产报工模块得以体现。切削工具是机械制造中用于切削加工的工具。绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具。刀具按工件加工表面的形式可分为5类:外表面的刀具:车刀、刨刀、铣刀、外表面拉刀和锉刀等;孔加工刀具:钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;螺纹加工刀具:丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;齿轮加工刀具:滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;切断刀具:镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等。好的模具制造管理软件模具管理软件包括哪些?
工具仓库管理规定:1、入库:1.1买新工具必须出具发票,由库房根据品种、数量、单价验收,出具入库单并入帐。1.2重复借用工具由使用部门领用后,不再作入库处理。仓库行使保管职能。2、工具保管发放制度:2.1凡属个人使用的工具,一律按工种、使用期限,凭部门主管签字发放。2.2建立职工个人工具领用卡,领用、退库、注销一律凭证办理手续。职工调离,应按工具卡数量退回全部工具,方可结帐离开。2.3因工具本身质量不良或其它不可抗拒的原因造成工具损坏,由部门主管签字,可重新领用。2.4气焊工、电焊工所使用的割Q、焊枪、电焊钳、氧气管、乙炔管、压力表等实行交旧领新。2.5因个人使用、保管不善导致工具损坏、遗失,应按工具折旧比例赔偿后,可重新领用。
对进行模具生产管理系统ERP投资的中小型制造企业来说,如何才能在投资金额不足的情况下获得比较好投资效率呢?一般总体拥有成本与IT系统导入过程中的选型、实施、运行和维护四个阶段密切相关。我们云易云建议从三个方面进行选型的考虑:一、系统的快速实施、易操作性以便快速获得收益。简单说就是模具生产管理系统ERP可用性,是指模具生产管理系统ERP能满足从企业从高层到操作层面的应用需求。快速实施能在让企收银软件业花Z小的成本和时间让系统上线产生即时的收益。易操作性表现为能很方便的满足企业各层次人员的需求。对于中小企业来说,模具生产管理系统ERP上线要解决数据准确性问题,还有就是操作人员的适应性问题。只有Z快速让模具生产管理系统ERP上线产生收益,确保公司正常核X业务不受上线实施过程的影响,公司才有资进销存软件本和精力来调整规划和优化系统。模具制造管理软件可以对企业的人力、设备和原材料等资源进行管理,包括资源的录入、调度和统计等。

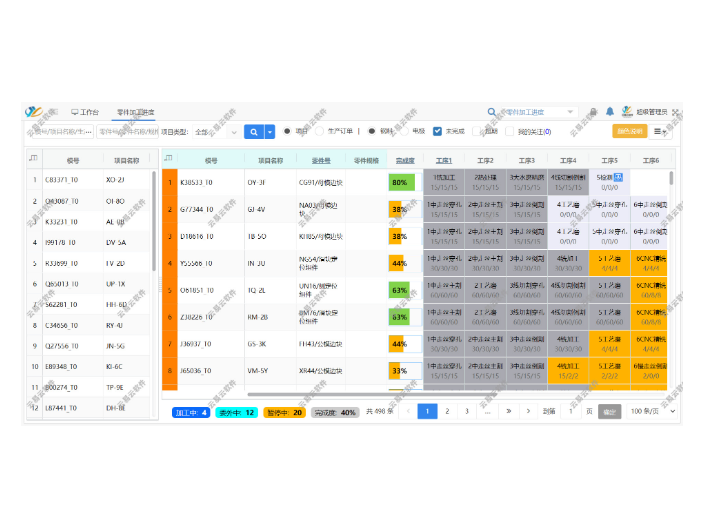
模具制造管理软件系统是一种专门为模具制造企业设计开发的管理软件系统。该系统通过集成各个环节的管理功能,帮助企业实现模具制造过程的全i面管理和优化,提高生产效率和质量。模具制造管理软件系统通常包括以下主要功能模块:1.订单管理:包括订单接收、订单分配、订单跟踪等功能,帮助企业实现订单的高效管理和追踪。2.生产计划管理:包括生产计划制定、生产进度跟踪、生产资源调度等功能,帮助企业合理安排生产计划,提高生产效率。3.物料管理:包括物料采购、库存管理、物料使用跟踪等功能,帮助企业实现物料的有效管理和控制。4.设备管理:包括设备维护、设备故障处理、设备利用率分析等功能,帮助企业保持设备的正常运转和提高设备利用率。5.质量管理:包括质量检验、质量追溯、质量分析等功能,帮助企业确保产品质量符合要求。6.成本管理:包括成本核算、成本分析、成本控制等功能,帮助企业实现成本的有效管理和控制。7.统计分析:包括生产数据统计、质量数据分析、成本数据分析等功能,帮助企业进行数据分析和决策。通过使用模具制造管理软件系统,企业可以实现生产过程的全i面管理和优化,提高生产效率和质量,降低成本,提升竞争力。模具运作流程与软件的必要性。浙江温州好的模具制造管理软件购买
模具制造管理软件系统有哪些?浙江温州好的模具制造管理软件购买
模具管理系统中的排程之工序排程。目的:为了提早知道产能负荷,提早进行委外处理,防止瓶颈工序造成大面积零件等待。工序排程主要用于生管进行统筹的排程,因生管无法确切的综合了解每个车间的机台参数,以及无法了解产品的工艺参数等,所以采用工序排程更为合理与快速。该排程只是在工序或者加工中心的产能基础上进行排程,排程是以每个零件的工艺为基础数据,要求工艺工时尽可能准确,否则排程的偏差就会很大。对于偏差大的当然可采用经验值进行调整参数,对于刚接触排程时,要不断的累积历史经验数据,才能不断的改善出好的排程模式。排程方式可采用表格排程,甘特图排程与自动排程方式。自动排程是利用交期的倒算法,再利用起始时间的正算法,两个时间区间的时差为冗余时间,部件的起始时间以零件的比较大时间作为起始时间,每个工序节点有工艺工时与准备工时。按次自动排程计算会得出每个零件,每个工序的开始与结束时间。然后通过汇总得出每个工序每天的负荷率。对于超过70%负荷的进行委外处理或者调整等待时间等操作,当然也可以调整工序交期等方式。但零件的工序干涉相互影响,只要不会引起其他零件的负荷超标与时间突冲是可以调整。浙江温州好的模具制造管理软件购买