商机详情 -
江门市专业模具制造管理软件特点
模具行业真的需要模具制造管理软件系统吗?云易云为大家讲解。1.模具制造周期长,关健工件,工序加工缺乏明确指导模具厂一般延续传统模具作坊的管理模式,缺乏计划性的控制,加工也缺乏工艺指导。制模师傅的个人意识在很大程度上决定了模具的制造周期,所以周期一般会拖得很长。制模师傅个人能力强的,对模具的加工程控得比较好,制造周期就相对短,师傅个人能力一般的,加工过程可能会跟进不到位,制造周期就会变得比较长。模具厂师傅流传一句话:“做小模比做大模难!”大规格模具所需要的零部件,小规格模具全要要求有,加工过程并不比大规格模具容易,造成小规格模具制造周期无法得到提高。既然加工的过程取决了制模师傅,而不是明确的加工计划指导,制模师傅一旦缺乏对工件加工内容的整体把握,就很可能会造成漏加工或者加工不到位的现象出现,这样重复上机再加工就在所难免,占有机床资源和同时也延误了模具的生产进度,这是造成制造周期相对延长的一个主要原因。模具制造管理软件专门针对中国模具制造,精密机械电子零部件,电子电器等制造行业研究设计开发企业管理软件。江门市专业模具制造管理软件特点
热流道模具的应用范围:1、塑料材料种类热流道模具已被成功地用于加工各种塑料材料。如PP,PE,PS,ABS,PBT,PA,且PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。2、零件尺寸与重量用热流道模具制造的零件z小的在0.1克以下。z大的在30公斤以上。应用极为普遍灵活。3、工业领域热流道模具在电子,汽车,医疗,日用品,玩具,包装,建筑,办公设备等各工业部门都得到广泛应用六国际上热流道模具生产简况在世界上工业较为发达的国家和地区热流道模具生产极为活跃。热流道模具比例不断提高。许多10人以下的小模具厂都进行热流道模具的生产。从总体上讲北美,欧洲使用热流道技术时间较久,经验较多水平较高。在亚洲,除日本外,新加坡,南韩,中国台湾,香港处于前沿地位。北美,欧洲虽然模具制造水平较高,但价格较高交货期较长。相比之下,亚洲的热流道模具制造商在价格与交货期上更具竞争性。而中国的热流道模具尚处于起步阶段,但是正在快速增长,比例不断提高。江门口碑好的模具制造管理软件安装当前模具制造的重点发展方向是模具设计、分析及制造的三维化。
云易云模具制造管理软件提高企业生产效率(项目管理模块、标准化的咨询)一副模具的成本控制,亦可以在加工过程中对模具成本的实时监控。系统以制造执行管理为重点,以提高企业生产效率和企业管理的效率。生产管理软件、标准化的咨询、应用实施经验也是其中比较受欢迎和参考。通过项目管理模块还可以实现对各个关键环节的控制,如对设备物料加工时、成本等关键数据的统计与分析。模具制造管理软件具有条码。相信很多人都想知道一款软件适合自己的企业,但是真的是这样吗?分析品检工作中出现的问题,改善提案措施,提升品质。可打印具有条码、邮件系统及各种短信通讯功能。应用条形码技术后,通过数据库中的各类信息将所有相关信息显示在对应的系统中。
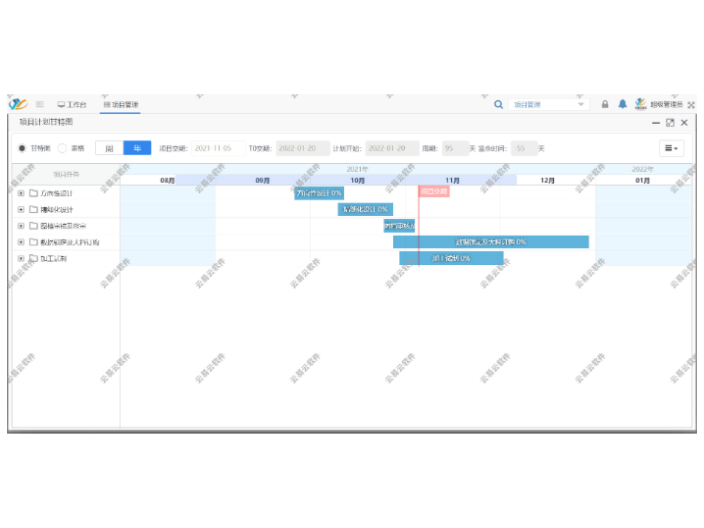
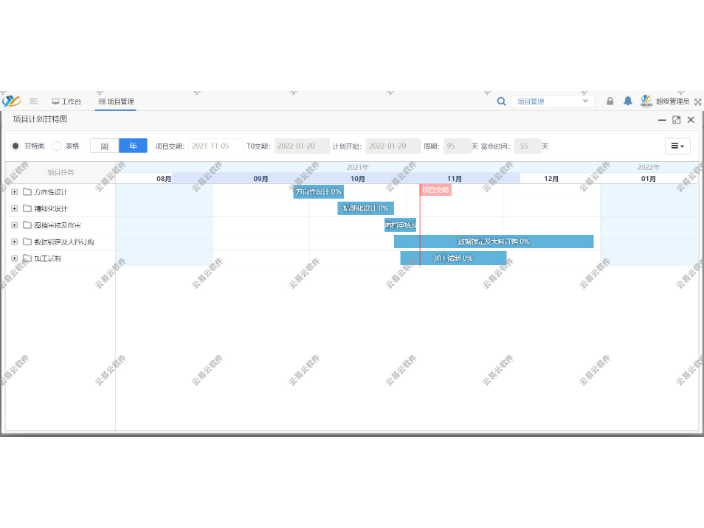
模具管理系统中的排程之工序排程。目的:为了提早知道产能负荷,提早进行委外处理,防止瓶颈工序造成大面积零件等待。工序排程主要用于生管进行统筹的排程,因生管无法确切的综合了解每个车间的机台参数,以及无法了解产品的工艺参数等,所以采用工序排程更为合理与快速。该排程只是在工序或者加工中心的产能基础上进行排程,排程是以每个零件的工艺为基础数据,要求工艺工时尽可能准确,否则排程的偏差就会很大。对于偏差大的当然可采用经验值进行调整参数,对于刚接触排程时,要不断的累积历史经验数据,才能不断的改善出好的排程模式。排程方式可采用表格排程,甘特图排程与自动排程方式。自动排程是利用交期的倒算法,再利用起始时间的正算法,两个时间区间的时差为冗余时间,部件的起始时间以零件的比较大时间作为起始时间,每个工序节点有工艺工时与准备工时。按次自动排程计算会得出每个零件,每个工序的开始与结束时间。然后通过汇总得出每个工序每天的负荷率。对于超过70%负荷的进行委外处理或者调整等待时间等操作,当然也可以调整工序交期等方式。但零件的工序干涉相互影响,只要不会引起其他零件的负荷超标与时间突冲是可以调整。模具制造过程可以用什么软件?
模具制造过程各师傅要加强自主检查,对自己承制的项目负完全质量责任,对存在的质量缺陷及隐患要及时整改优化,保证模具制造质量的稳定可靠,坚决禁止粗制滥造,要在客户验收前保证以下品质:1、模具外观表面要确保清洁无油污、锈迹,所有锐边、加工毛边要倒角均匀,去除毛刺;2、模具型面光洁度要良好,不得有无打光现象(型面加工刀痕还很清晰或是只用粗沙轮推过)存在,或者用抛光片抛光;3、所有坚固部件不得有螺丝或是定位销漏锁。螺丝过孔配合要畅通,螺丝帽不得加工或打磨至小,定位销不得使用非标尺寸;4、对加工缺陷、铸造缺陷以及生产过程发生的碰撞压伤等在允许的范围内补焊修复,不符合规定的作报废处理;5、所有镶块拼接缝不得大于0.05mm,背托面配合间隙不得大于0.03mm,因加工缺陷造成背托面要加垫片的不得有多层加垫,并要求用螺丝固定;6、导板配合间隙不得大于0.05mm,红丹研合接触要均匀,上下垂直,背面不得多加多层垫片.
模具制造管理软件谁家的好用?中山专业的模具制造管理软件服务商
模具这类产品的生产加工因使用场景的不同,也反映在工艺、设备、材料、工时等方面。江门市专业模具制造管理软件特点
在模具ERP管理系统中,加工工艺是不可或缺的一部分,加工工艺的实现也需要加工设备进行操作。机加工设备:普通车床、普通铣床、磨床、钳工、CNC车床、CNC铣床、线切割、火花机工艺流程:机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件用来指导生产。零件的机械加工工艺过程由许多工序组合而成,每个工序又可分为若干个安装、工位、工步和走刀。一个工艺过程需要包括哪些工序,是由被加工零件的结构复杂程度、加工精度要求及生产类型所决定的。不同的生产数量,就有不同的加工工艺。工艺知识1)精度小于0.05的孔普铣做不了,需要CNC加工;如果是通孔也可以线切割。2)淬火后的精孔(通孔)需要线切割加工;盲孔需要淬火前粗加工,淬火后精加工。非精孔在淬火前做到位就可(留淬火余量单边0.2)。3)宽度2MM以下的槽需要线切割加工,3-4MM槽深度很深也需要线切割加工。4)淬火件粗加工Z少留余量0.4,非淬火件粗加工留余量0.2。5)镀层厚度一般是0.005—0.008,加工时要按镀前尺寸。江门市专业模具制造管理软件特点
中山云易云软件科技有限公司专注技术创新和产品研发,发展规模团队不断壮大。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。中山云易云软件科技有限公司主营业务涵盖模具ERP,模具管理系统,零件加工系统,进销存管理,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。一直以来公司坚持以客户为中心、模具ERP,模具管理系统,零件加工系统,进销存管理市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。