商机详情 -
东莞香精香料废水处理
数字化技术在废水处理系统的工艺优化中发挥着关键作用。广州弘盛科技利用数字孪生技术,为每个污水处理项目构建虚拟模型,该模型与实际系统实时同步,能够模拟不同工况下的处理效果。在调试阶段,技术人员通过数字孪生模型测试新的工艺参数组合,找到理想运行方案,缩短调试周期。在日常运行中,模型可预测水质变化趋势,提前调整工艺参数,确保出水水质稳定达标。例如,在某食品加工废水处理项目中,通过数字孪生技术优化工艺,使出水 COD 浓度降低 25%,达到更严格的排放标准。废水处理系统降低污水中的重金属含量。东莞香精香料废水处理
在水资源循环利用方面,广州弘盛科技的数字化系统发挥了重要作用。系统实时监测回用水的水质指标,根据不同的用水需求,智能调配回用水资源。通过对生产车间用水设备的用水情况进行分析,优化回用水的分配方案,提高回用水的利用率。在某工业企业项目中,该系统使企业的回用水利用率从60%提升至80%,节约了大量新鲜水资源,降低了企业的用水成本,实现了水资源的可持续利用。公司的线上管理平台支持多语言切换,满足了不同地区和用户的使用需求。无论是国内企业还是国际客户,都能选择熟悉的语言进行操作和管理。多语言功能不仅提升了用户的使用便利性,也体现了广州弘盛科技的国际化视野和服务理念,有助于公司拓展海外市场,为全球客户提供高质量的废水处理数字化解决方案。 云南工业废水处理监测废水处理系统稳定的运行保障企业正常生产。
在应对突发环境事件时,广州弘盛科技的废水处理数字化系统展现出强大的应急能力。系统内置应急指挥模块,当发生暴雨、设备突发故障等紧急情况时,能够快速启动应急预案。通过线上管理平台,管理人员可迅速召集应急处理团队,远程指挥调度资源,协调各部门协同作战。同时,系统实时更新现场情况,为决策提供准确信息,确保应急处理工作高效有序进行,比较大限度减少对环境的影响。公司的废水处理数字化解决方案注重数据的长期存储与分析利用。建立大容量的数据仓库,对多年的监测数据、运行数据等进行归档保存。通过对长期数据的分析,能够总结出废水处理系统的运行规律和发展趋势,为系统的升级改造、工艺优化提供参考。分析不同季节、不同年份的水质变化特点,提前做好应对措施;通过对比不同设备的运行数据,评估设备性能,为设备选型提供依据。这种数据驱动的管理模式,提升了企业的科学决策水平。
广州弘盛科技发展有限公司的废水处理数字化系统,采用分布式架构设计,确保系统的高可用性和扩展性。系统由多个服务器节点组成,实现数据的分布式存储和处理,即使部分节点出现故障,系统仍能正常运行。随着企业业务的发展和数据量的增加,可方便地扩展服务器节点,提升系统的处理能力。这种架构设计保障了系统的稳定性和可靠性,能够适应企业长期发展的需求。在用户体验优化方面,广州弘盛科技不断改进线上管理平台的界面设计和操作流程。采用简洁直观的界面布局,优化交互设计,使操作更加便捷流畅。增加引导提示功能,帮助新用户快速熟悉系统操作;提供个性化的设置选项,用户可根据自己的喜好调整界面风格和功能布局。通过持续的用户体验优化,提高用户对系统的满意度和使用频率,增强用户粘性。 制药废水处理系统严格处理高浓度废水。

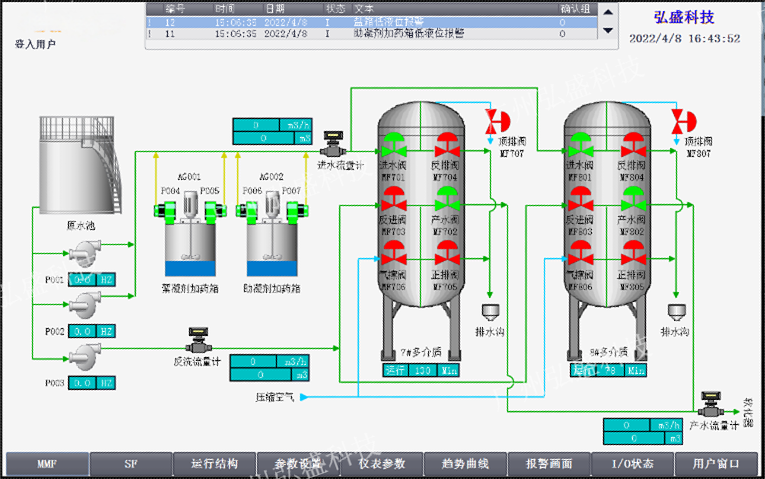
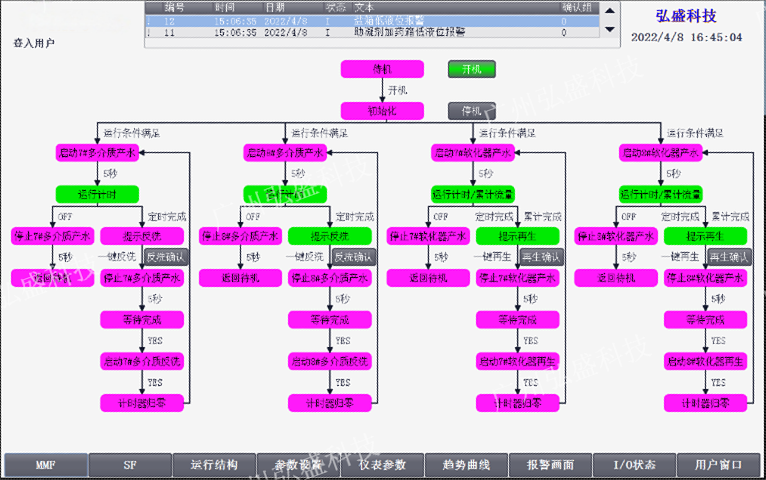
泥渣处理系列同样不容忽视。在废水处理过程中,会产生大量泥渣,若不妥善处理,将造成二次污染。弘盛科技采用浓缩技术,降低泥渣体积,便于后续运输与处理。脱水(过滤)环节通过真空过滤、压滤等设备,进一步去除泥渣中的水分,使其达到一定的干度。对于有更高要求的场合,还会进行干燥处理,使泥渣达到安全处置或资源利用的标准。比如将处理后的泥渣用于制砖等建材生产,实现资源的循环利用。随着科技发展,废水处理数字化成为行业趋势,广州弘盛科技发展有限公司积极拥抱这一变革。通过物联网技术,在废水处理系统的关键位置安装传感器,实时采集水质参数、设备运行状态等数据。这些数据经无线传输汇聚到中控系统,管理人员可随时随地通过电脑或移动终端查看系统运行情况,如废水的酸碱度、化学需氧量、流量等关键指标,以及水泵、风机等设备的运行频率、温度等参数,实现对废水处理系统的多方面远程监控。 高效废水处理系统,快速分离污水杂质,水质明显改善。广东医院废水处理运营
废水处理系统提升水质,保障水生态平衡。东莞香精香料废水处理
公司自主研发的智能化控制系统,是废水处理系统的一大突出优势。广州弘盛科技运用物联网与人工智能技术,使系统具备 “自感知、自决策、自运行” 能力。传感器实时监测水质、设备状态等数据,经 AI 算法分析后,自动调节水泵流量、药剂投加量等参数。如在处理印染废水时,系统能根据染料浓度变化,精确控制混凝剂用量,相比传统人工调节,药剂消耗降低 25% 以上。管理人员通过手机 APP 或电脑端,即可远程查看系统运行全貌、接收异常预警,实现 “足不出户” 的高效管理。东莞香精香料废水处理