商机详情 -
苏州粉剂包装机
给袋式包装机在包装效率的提升方面也具有明显的优势。其高效的自动化流程,能够大幅度减少人工干预和等待时间,从而提高生产效率。同时,给袋式包装机还具备精细的计量和控制系统,能够确保每个包装内的产品数量和质量保持一致。这种高效、包装方式,不仅提高了产品的附加值和市场竞争力,还为企业带来了更加明显经济效益。在追求高效生产的现在,给袋式包装机无疑成为了众多企业的设备。给袋式包装机在节能环保方面也做出了积极的贡献。浙瑞包装科技为您提供专业的全自动包装机,欢迎您的来电!苏州粉剂包装机
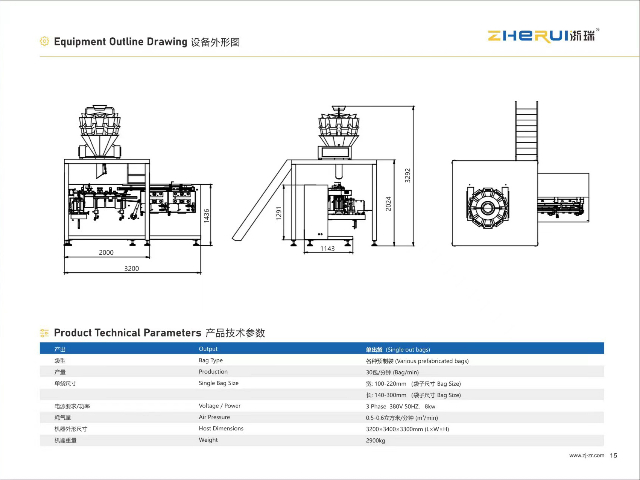
给袋式包装机凭借全自动化操作、计量和高兼容性,成为现代工业包装的设备。其通过机械手自动取袋、真空吸盘开袋、智能填充及热封技术,实现每分钟30-60袋的高效产能,误差率低于±0.5%,降低人工成本。例如,食品行业中的坚果、咖啡豆等易碎品,通过柔性化调整参数,可避免产品破损,确保包装完整性。该设备适用于食品(如薯片、调味料)、医药(颗粒药品)、日化(洗衣粉)及工业零件(螺丝、电子元件)等领域。针对不同物料特性,可配置振动给料、螺旋计量或液体灌装系统,满足粉末、颗粒、液体等多形态产品的包装需求。例如,化工行业通过防腐蚀材质设计,确保强酸碱性物料的包装安全性苏州粉剂包装机浙瑞包装科技致力于提供专业的全自动包装机,欢迎您的来电哦!

针对医药、保健品等高洁净度要求行业,浙瑞科技推出的医用级真空包装机采用全不锈钢机身与食品级硅胶密封件,符合GMP认证标准。设备内置紫外线杀菌模块与空气过滤系统,确保包装环境菌落数低于10CFU/m³。其"无接触式"包装技术,通过机械臂抓取产品,避免人工污染风险。在某药企的实际应用中,该设备将产品保质期从6个月延长至18个月,同时降低了30%的次品率,成为医疗包装领域的设备。采用模块化设计,支持快速换模,20分钟内即可完成不同规格包装切换,满足客户多品类生产需求。
真空包装机的常出现的问题如何解决1.真空度低,泵油污染、过少或过稀清洗真空泵,更换新真空泵油,抽气时间太短,延长抽气时间,抽气过滤器堵塞,清洗或更换排气过滤器,有漏气处,抽空后关闭电源,检查电磁阀、管接头、真空泵吸气阀及工作室周边密封垫有无漏气处。2.噪音大。真空泵联轴器磨损或破裂更换,排气过滤器堵塞或安装位置不正,清洗或更换排气过滤器并安装正确,有漏气处检查电磁阀是否有漏气并排除。3.真空泵油烟大。抽气过滤器堵塞或污染清洗或更换排气过滤器,泵油污染,更换新油,回油阀堵塞,清洗回油阀。全自动包装机,就选浙瑞包装科技,让您满意,欢迎新老客户来电!

给袋式包装机安全操作规程:1.操作或维修人员须经安全教育培训,熟练掌握操作技能,其他未经培训或不具备资格的人员不得操作、维修给袋式包装机。2.操作或维修人员应正确穿戴、使用劳动防护用品(具),做到工装整洁、束紧,符合操作规范。严禁疲劳或酒后操作、维修。3.未经允许,不准拆卸或维修系统给袋式包装机的任何部件,不准改装电气线路。严禁在控制柜、配电箱内放置杂物,及时关闭控制柜柜门,避免柜内电气元件受污、受潮失灵。4.给袋式包装机运行前,必须进行认真检查,确保电源相位正确、接地安全可靠,各运转部位、连接部位稳固,操作界面显示正常后,方可进行作业。浙瑞包装科技为您提供专业的全自动包装机。天津粉剂包装机
浙瑞包装科技是一家专业提供全自动包装机的公司,期待您的光临!苏州粉剂包装机
给袋式包装机在食品、医药、化工等多个领域展现出了其强大的应用能力。其独特的给袋系统,能够识别并抓取各种形状和尺寸的包装袋,从而保证了包装的完整性和美观性。此外,给袋式包装机还配备了先进的传感器和控制系统,能够实时监测和调整包装过程中的各项参数,确保产品质量的稳定性和一致性。在食品行业,给袋式包装机广泛应用于坚果、糖果、肉类等产品的包装。其高效的包装速度和计量系统,提高了生产效率,同时也为消费者提供了更加便捷、卫生的购买体验。在医药行业,给袋式包装机则以其无菌、防潮、防尘的特性,保障了药品的安全性和有效性。苏州粉剂包装机