商机详情 -
云南鸡蛋自动包装机
给袋式包装机在食品、医药、化工等多个领域展现出了其强大的应用能力。其独特的给袋系统,能够识别并抓取各种形状和尺寸的包装袋,从而保证了包装的完整性和美观性。此外,给袋式包装机还配备了先进的传感器和控制系统,能够实时监测和调整包装过程中的各项参数,确保产品质量的稳定性和一致性。在食品行业,给袋式包装机广泛应用于坚果、糖果、肉类等产品的包装。其高效的包装速度和计量系统,提高了生产效率,同时也为消费者提供了更加便捷、卫生的购买体验。在医药行业,给袋式包装机则以其无菌、防潮、防尘的特性,保障了药品的安全性和有效性。全自动包装机,就选浙瑞包装科技,让您满意,欢迎您的来电哦!云南鸡蛋自动包装机
给袋式包装机安全操作规程:1.操作或维修人员须经安全教育培训,熟练掌握操作技能,其他未经培训或不具备资格的人员不得操作、维修给袋式包装机。2.操作或维修人员应正确穿戴、使用劳动防护用品(具),做到工装整洁、束紧,符合操作规范。严禁疲劳或酒后操作、维修。3.未经允许,不准拆卸或维修系统给袋式包装机的任何部件,不准改装电气线路。严禁在控制柜、配电箱内放置杂物,及时关闭控制柜柜门,避免柜内电气元件受污、受潮失灵。4.给袋式包装机运行前,必须进行认真检查,确保电源相位正确、接地安全可靠,各运转部位、连接部位稳固,操作界面显示正常后,方可进行作业。南京松花蛋给袋式全自动包装机全自动包装机,就选浙瑞包装科技,让您满意,期待您的光临!
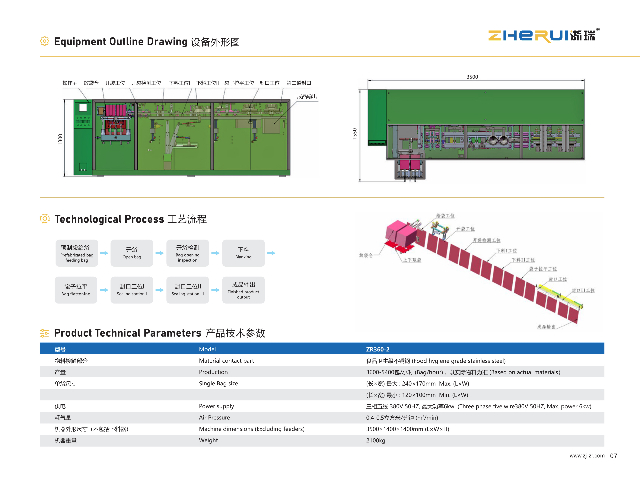
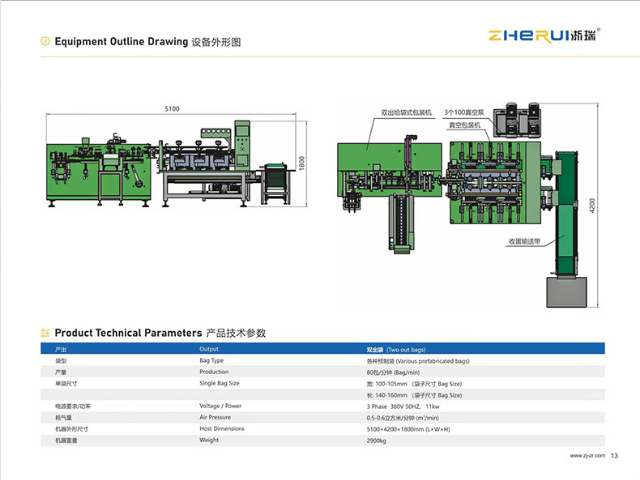
在电商爆品包装场景中,浙瑞科技的全自动真空包装机展现出性能。其双工位循环系统配合高速真空抽气泵,可实现每分钟60袋的稳定产能,较传统设备效率提升4倍。设备搭载的视觉识别系统能自动剔除异形产品,确保包装一致性。针对生鲜冷链需求,特别设计的预冷装置可将包装后产品温度控制在2℃以下,延长保鲜周期。某生鲜电商企业引入该设备后,物流损耗率从8%降至1.5%,日均处理订单量突破2万单。浙瑞科技始终践行绿色制造理念。其真空包装机采用变频节能技术,空载功耗1.2kW,较同类产品省电40%。设备配备的余热回收系统可将热封过程中产生的热量转化为车间供暖能源,年减排二氧化碳超15吨。在包装材料方面,支持可降解环保膜的使用,帮助客户实现可持续发展目标。某出口企业使用该设备后,成功通过欧盟CE认证及ISO14001环境管理体系认证,提升了国际市场竞争力。
VFFS机型通过卷材膜直接制袋,节省预制袋仓储成本30%以上。其伺服驱动成型器可适应三边封、四边封、自立袋等10种袋型,配合激光打孔装置实现呼吸阀精细加工。某宠物食品公司使用后,包装材料成本下降18%,订单交付周期缩短25天。针对果汁、酱料等液态食品,无菌包装机采用过氧化氢喷雾+热空气灭菌技术,实现商业无菌环境。其层流净化系统使灌装区菌落数<1CFU/皿,配合铝箔复合材料延长保质期至18个月。某饮料企业应用后,产品出口免检率提升至100%。全自动包装机,就选浙瑞包装科技,用户的信赖之选。
现如今,产品的包装可谓是越来越精美,各种颇具新意的产品包装更是层出不穷,令人喜欢不已。当然,这里面可少不了给袋式包装机的功劳,可以说,给袋式包装机真正让包装机械走入了自动化、智能化时代。那么使用给袋式包装机进行包装生产,又能给我们的企业带来哪些新的变化呢?我们为什么要使用给袋式包装机进行包装生产呢?、给袋式包装机能自行取用事先放置在包装机内的包装袋,并按照事先设置好的重重要求来称重需要包装的产品,从而快速准佛的完成产品的包装工作,放大的提局了包爱效率和包装效果。2、给袋式包装机装配有自动检测设备,在检测到未开袋的状况下,不会落料,可以让物料得到利用,更减少企业的物料支出。3、给袋式包装机的包装效果更为精美,可有效提升产品的包装档次,有助于建立企业的良好品牌形象。浙瑞包装科技是一家专业提供全自动包装机的公司,欢迎新老客户来电!山东泥巴蛋水平给袋式包装机
浙瑞包装科技为您提供专业的全自动包装机,有想法可以来我司咨询!云南鸡蛋自动包装机
给袋式包装机的设计也充分考虑了用户的操作便捷性。我们采用了人性化的设计理念,将操作界面设计得简洁明了,使得用户能够轻松上手。同时,给袋式包装机还配备了多种操作模式,可以根据不同的生产需求进行切换。此外,我们还为给袋式包装机配备了完善的报警系统。当设备出现故障或异常情况时,报警系统会立即发出警报,并显示具体的故障原因和解决方案。这种设计不仅提高了设备的可靠性和安全性,还降低了用户的操作难度和维修成本。云南鸡蛋自动包装机