商机详情 -
给袋式冰袋包装机品牌排行
浙瑞公司承诺在接到客户故障报修后,24小时内给出解决方案,并且在一些主要的销售区域设有配件仓库,能够快速提供所需的配件进行维修。技术培训和升级服务:对于较为复杂的全自动真空包装机,操作人员需要经过一定的培训才能熟练操作。好的厂家会提供完善的技术培训服务,包括设备操作、维护保养、简单故障排除等方面的培训。此外,随着技术的不断发展,机器可能需要进行软件升级或者硬件更新,厂家是否提供相应的升级服务也是需要考虑的因素。浙瑞包装科技是一家专业提供全自动包装机的公司,欢迎新老客户来电!给袋式冰袋包装机品牌排行
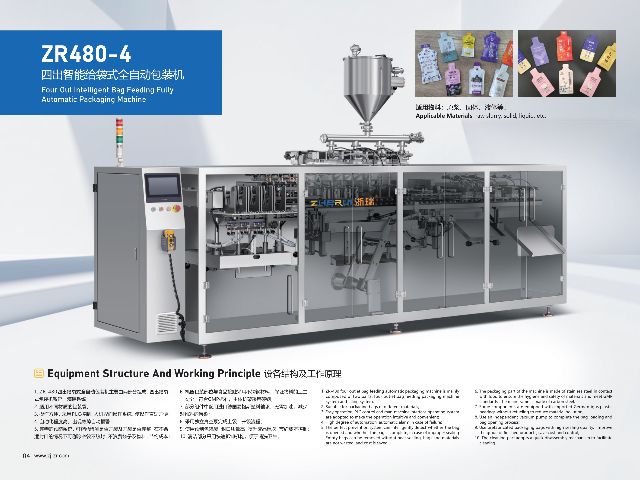
给袋式包装机凭借全自动化操作、计量和高兼容性,成为现代工业包装的设备。其通过机械手自动取袋、真空吸盘开袋、智能填充及热封技术,实现每分钟30-60袋的高效产能,误差率低于±0.5%,降低人工成本。例如,食品行业中的坚果、咖啡豆等易碎品,通过柔性化调整参数,可避免产品破损,确保包装完整性。该设备适用于食品(如薯片、调味料)、医药(颗粒药品)、日化(洗衣粉)及工业零件(螺丝、电子元件)等领域。针对不同物料特性,可配置振动给料、螺旋计量或液体灌装系统,满足粉末、颗粒、液体等多形态产品的包装需求。例如,化工行业通过防腐蚀材质设计,确保强酸碱性物料的包装安全性咸鸭蛋自动包装机电话浙瑞包装科技是一家专业提供全自动包装机的公司,有想法的可以来电咨询!

在电商爆品包装场景中,浙瑞科技的全自动真空包装机展现出性能。其双工位循环系统配合高速真空抽气泵,可实现每分钟60袋的稳定产能,较传统设备效率提升4倍。设备搭载的视觉识别系统能自动剔除异形产品,确保包装一致性。针对生鲜冷链需求,特别设计的预冷装置可将包装后产品温度控制在2℃以下,延长保鲜周期。某生鲜电商企业引入该设备后,物流损耗率从8%降至1.5%,日均处理订单量突破2万单。浙瑞科技始终践行绿色制造理念。其真空包装机采用变频节能技术,空载功耗1.2kW,较同类产品省电40%。设备配备的余热回收系统可将热封过程中产生的热量转化为车间供暖能源,年减排二氧化碳超15吨。在包装材料方面,支持可降解环保膜的使用,帮助客户实现可持续发展目标。某出口企业使用该设备后,成功通过欧盟CE认证及ISO14001环境管理体系认证,提升了国际市场竞争力。
在各种工作自动包装机的设计中应当使原动机发出的功能充分的利用,也就是说要尽量减小自动包装机的动力和运动中的摩擦及各有害阻力损失,使所设计的自动包装机具有高的机械效率。它与机构的选择、机构结构及机械零件的精度等因素有关。使用经济性陈反映到动力、零件磨损折旧、修理等经济消耗之外,还反映到加工材料消耗、加工质量、废品率及其它经济耗费等与自动包装机使用可靠性有关的因素中。因此,设计自动包装机的经济效益问题是与诸多因素有关的复杂问题,更解决好它需进行复杂且深入的综合分析;而诸多因素间并非总是能协调的,通常则以技木—经济观点来求整合统一。自动包装机设计中的轻、巧、简、廉原则相当充分地体现技术、经济统一的见解。全自动包装机,就选浙瑞包装科技,欢迎客户来电!

预算在15-30万元左右,可以购买到功能比较齐全、性能较为稳定的中型全自动真空包装机。这类机器通常来自比较有名的品牌,如温州浙瑞包装机械科技有限公司的部分机型,它们在包装速度、精度、质量以及售后服务等方面都有一定的保障,适合中等规模的企业。对于大型企业或者对包装质量和效率要求极高的用户,预算可能在50万元以上,甚至高达数十万元。这个价位的真空包装机往往是机型,具备高速、高精度、多功能集成等特点,并且有完善的售后服务和技术支持体系。例如,一些进口的真空包装机,或者国产的大型自动化真空包装生产线,能够满足大规模、高质量的包装需求。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有想法的不要错过哦!龙港市智能全自动包装机
浙瑞包装科技为您提供专业的全自动包装机,有想法的不要错过哦!给袋式冰袋包装机品牌排行
给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。给袋式冰袋包装机品牌排行