商机详情 -
福建松花蛋水平包装机
给袋式包装机在食品、医药、化工等多个领域展现出了其强大的应用能力。其独特的给袋系统,能够识别并抓取各种形状和尺寸的包装袋,从而保证了包装的完整性和美观性。此外,给袋式包装机还配备了先进的传感器和控制系统,能够实时监测和调整包装过程中的各项参数,确保产品质量的稳定性和一致性。在食品行业,给袋式包装机广泛应用于坚果、糖果、肉类等产品的包装。其高效的包装速度和计量系统,提高了生产效率,同时也为消费者提供了更加便捷、卫生的购买体验。在医药行业,给袋式包装机则以其无菌、防潮、防尘的特性,保障了药品的安全性和有效性。浙瑞包装科技是一家专业提供全自动包装机的公司,有需求可以来电咨询!福建松花蛋水平包装机
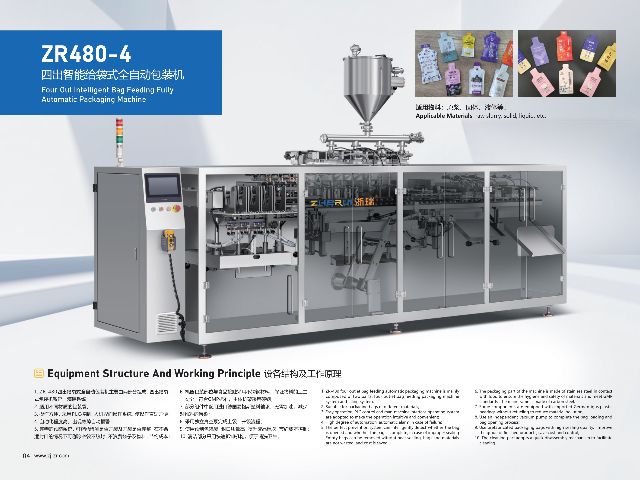
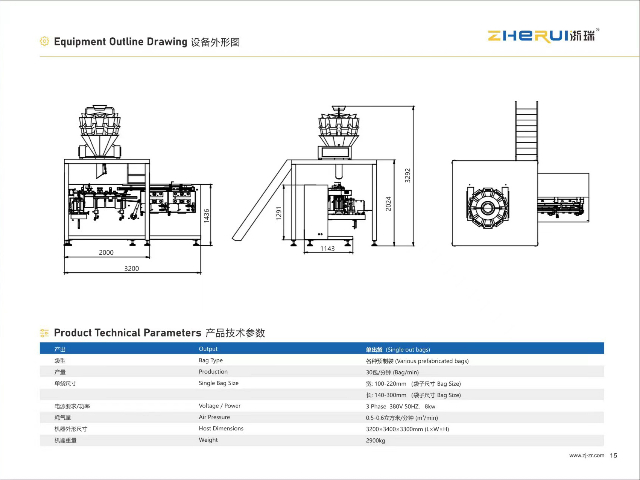
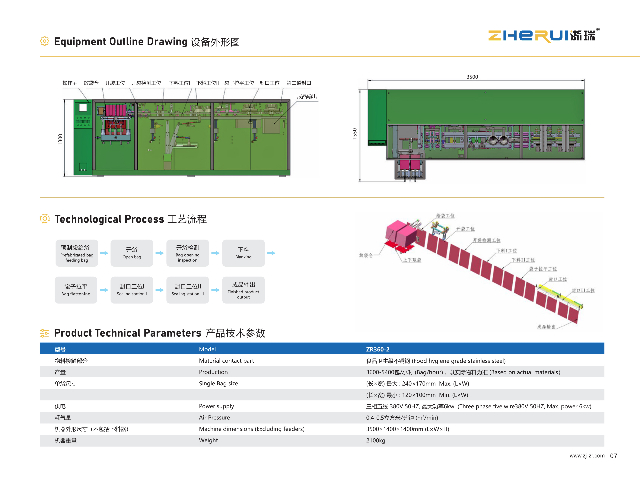
全自动包装机通过AI视觉识别、伺服驱动技术和物联网平台,实现从物料抓取、计量、填充到封箱的全流程自动化。其**优势在于:1)每分钟完成120-200次包装循环,效率提升400%;2)误差率控制在±0.5mm,杜绝人工操作失误;3)支持200+种包装规格一键切换,柔性生产线适应个性化需求。某食品企业引入后,单条产线人力成本下降65%,年综合效益突破800万元。针对GMP认证要求,医药级全自动包装机采用316L不锈钢机身+全密闭设计,配备紫外线杀菌模块和尘埃粒子计数器。其独特的螺杆分装机头可精细分装0.1-500ml液态药品,配合在线称重系统实现100%质量追溯。某药企使用后,通过欧盟CE认证周期缩短40天,包装材料损耗率从3.2%降至0.8%。云南咸鸭蛋水平给袋式 包装机浙瑞包装科技是一家专业提供全自动包装机的公司,期待您的光临!
VFFS机型通过卷材膜直接制袋,节省预制袋仓储成本30%以上。其伺服驱动成型器可适应三边封、四边封、自立袋等10种袋型,配合激光打孔装置实现呼吸阀精细加工。某宠物食品公司使用后,包装材料成本下降18%,订单交付周期缩短25天。针对果汁、酱料等液态食品,无菌包装机采用过氧化氢喷雾+热空气灭菌技术,实现商业无菌环境。其层流净化系统使灌装区菌落数<1CFU/皿,配合铝箔复合材料延长保质期至18个月。某饮料企业应用后,产品出口免检率提升至100%。
新一代给袋式包装机搭载物联网技术,支持远程参数调整和实时生产数据追踪。触摸屏界面简化操作流程,故障自诊断功能可快速定位问题(如封口温度异常),减少停机时间,提升设备利用率。某医药企业反馈,智能化升级后生产效率提升40%,人工干预减少70%。采用可降解包装材料与节能电机设计,能耗降低30%,符合欧盟环保标准。例如,锐志机械的RZFD-330T机型使用降解纸袋,减少塑料污染,助力企业通过绿色认证。此外,封口过程无废气排放,契合食品医药行业的高卫生要求。浙瑞包装科技致力于提供专业的全自动包装机,欢迎您的来电!
在食材包装领域,浙瑞科技的全自动真空包装机凭借微米级精度闻名业界。其真空度调节范围可达0.1-100kPa,满足从干货到液体的全品类包装需求。"动态压力补偿"技术,可根据产品特性自动调整抽气速率,避免液体沸腾或固体变形。某海鲜供应商使用该设备后,产品保鲜期延长至21天,在电商平台的差评率下降72%。设备配备的智能诊断系统可提前预警故障,将停机时间缩短至15分钟以内。为某酱料厂商设计出耐高温高压包装系统,解决了酱料灌装后胀气难题。所有定制机型均通过CE、UL等国际认证,部件采用德国进口伺服电机与日本PLC控制系统,确保稳定性与耐用性。公司建立了24小时响应机制,从方案设计到现场调试,72小时完成交付。浙瑞包装科技为您提供专业的全自动包装机,有想法的不要错过哦!湖州泥巴蛋自动包装机
浙瑞包装科技为您提供专业的全自动包装机,期待为您!福建松花蛋水平包装机
全自动液体包装机特点:专门针对液体物料:对于液体的灌装和包装具有特殊的设计和装置,能够确保液体物料的准确灌装,防止泄漏和滴漏。包装形式多样:可根据液体产品的特点和需求,采用不同的包装形式,如袋装、瓶装、罐装等。优势:高效包装液体产品:在液体产品的包装方面具有较高的效率,能够快速完成包装过程,满足液体产品生产企业的大规模生产需求。保证产品质量:通过精确的计量和密封技术,保证液体产品的包装质量,延长产品的保质期。福建松花蛋水平包装机