商机详情 -
绍兴咸鸭蛋包装机
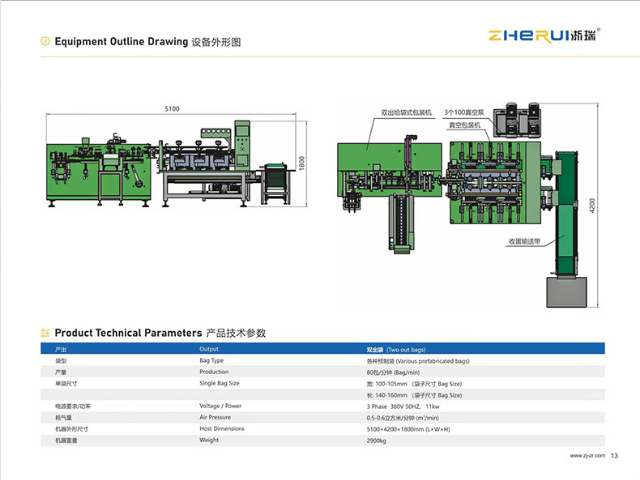
在电商爆品包装场景中,浙瑞科技的全自动真空包装机展现出性能。其双工位循环系统配合高速真空抽气泵,可实现每分钟60袋的稳定产能,较传统设备效率提升4倍。设备搭载的视觉识别系统能自动剔除异形产品,确保包装一致性。针对生鲜冷链需求,特别设计的预冷装置可将包装后产品温度控制在2℃以下,延长保鲜周期。某生鲜电商企业引入该设备后,物流损耗率从8%降至1.5%,日均处理订单量突破2万单。浙瑞科技始终践行绿色制造理念。其真空包装机采用变频节能技术,空载功耗1.2kW,较同类产品省电40%。设备配备的余热回收系统可将热封过程中产生的热量转化为车间供暖能源,年减排二氧化碳超15吨。在包装材料方面,支持可降解环保膜的使用,帮助客户实现可持续发展目标。某出口企业使用该设备后,成功通过欧盟CE认证及ISO14001环境管理体系认证,提升了国际市场竞争力。全自动包装机,就选浙瑞包装科技,有需要可以联系我司哦!绍兴咸鸭蛋包装机
给袋式包装机在包装精度的提升方面也做出了积极的贡献。其先进的传感器和控制系统能够实时监测和调整包装过程中的各项参数,从而确保每个包装内的产品数量和质量保持一致。这种包装方式不仅提高了产品的附加值和市场竞争力,还为企业带来了的经济效益。在追求品质生产,给袋式包装机的这种包装能力无疑成为了众多企业的核心竞争力之一。通过提高包装精度,企业可以更加准确地控制产品的成本和品质,从而赢得更多的市场份额和消费者信任。绍兴咸鸭蛋包装机全自动包装机,就选浙瑞包装科技,欢迎客户来电!
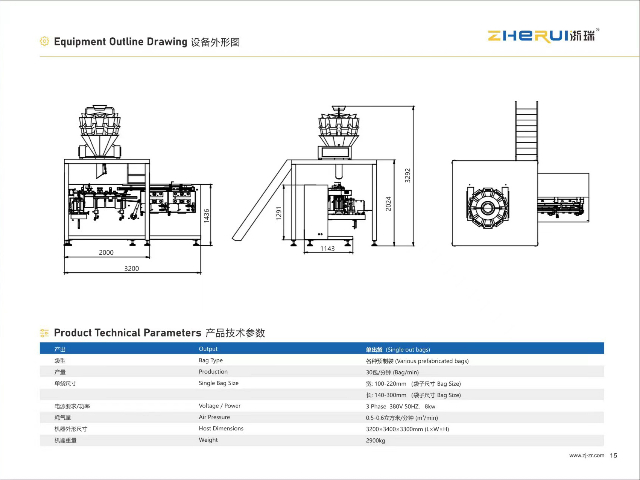
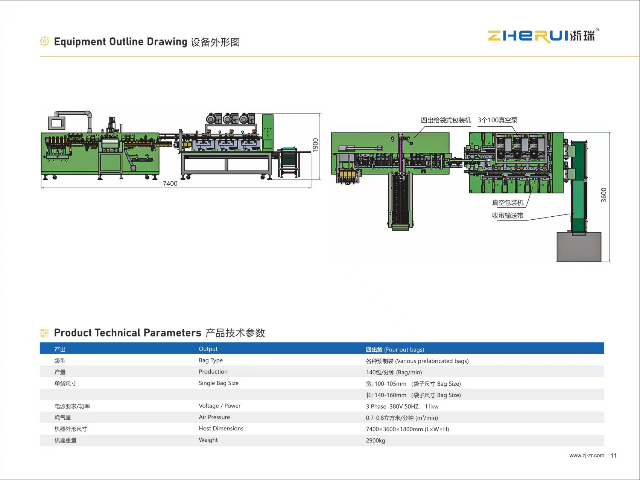
给袋式包装机凭借全自动化操作、计量和高兼容性,成为现代工业包装的设备。其通过机械手自动取袋、真空吸盘开袋、智能填充及热封技术,实现每分钟30-60袋的高效产能,误差率低于±0.5%,降低人工成本。例如,食品行业中的坚果、咖啡豆等易碎品,通过柔性化调整参数,可避免产品破损,确保包装完整性。该设备适用于食品(如薯片、调味料)、医药(颗粒药品)、日化(洗衣粉)及工业零件(螺丝、电子元件)等领域。针对不同物料特性,可配置振动给料、螺旋计量或液体灌装系统,满足粉末、颗粒、液体等多形态产品的包装需求。例如,化工行业通过防腐蚀材质设计,确保强酸碱性物料的包装安全性
针对医药、保健品等高洁净度要求行业,浙瑞科技推出的医用级真空包装机采用全不锈钢机身与食品级硅胶密封件,符合 GMP 认证标准。设备内置紫外线杀菌模块与空气过滤系统,确保包装环境菌落数低于 10CFU/m³。其 "无接触式" 包装技术,通过机械臂抓取产品,避免人工污染风险。在某药企的实际应用中,该设备将产品保质期从 6 个月延长至 18 个月,同时降低了 30% 的次品率,成为医疗包装领域的设备。采用模块化设计,支持快速换模,20 分钟内即可完成不同规格包装切换,满足客户多品类生产需求。全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需求可以来电咨询!
给袋式包装机在包装材料的节约方面也做出了积极的贡献。其先进的送袋系统和定位技术能够确保包装袋的使用和减少浪费。同时,给袋式包装机还支持多种包装形式的切换和定制化服务,使得客户可以根据产品的特点和需求选择合适的包装材料和形式。这种节约包装材料的设计不仅降低了生产成本和资源消耗,还提高了产品的环保性和市场竞争力。追求可持续发展,给袋式包装机的这种节约设计无疑成为了众多企业的方案。通过节约包装材料,企业可以更加有效地利用资源,实现经济效益和社会效益的双赢。浙瑞包装科技是一家专业提供全自动包装机的公司,欢迎新老客户来电!绍兴咸鸭蛋包装机
浙瑞包装科技为您提供专业的全自动包装机,欢迎您的来电!绍兴咸鸭蛋包装机
全自动液体灌装机采用磁悬浮柱塞泵,灌装精度达 ±0.5%,支持 0.1-5000ml 全量程覆盖。其非接触式液位检测技术,避免传统机械探针污染风险。某化妆品企业应用后,每小时处理 12000 瓶,产品合格率提升至 99.99%,生产场地节省 70%。
温州浙瑞包装机械科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力, 浙瑞包装机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!