商机详情 -
湖南继电器五金加工件加工厂家
。新能源汽车领域是继电器五金件的增长市场,主要用于车载继电器、充电继电器,五金件需具备耐高温、耐振动、高导电、高可靠性的特点,例如车载继电器的触点采用银锡氧化物合金,可承受汽车发动机舱的高温环境(-40℃至125℃),弹片采用铍青铜,确保在长期振动下无弹性衰减;充电继电器的五金件则需具备耐高压、抗电弧性能,适配快充场景的大电流传输需求,单车继电器五金件价值量达80-120元,随着新能源汽车渗透率提升,市场需求持续攀升。智能家居领域,继电器五金件用于智能开关、空调、洗衣机等家电的控制部件,侧重小型化、低功耗、低成本,五金件尺寸逐步微型化(小尺寸可达2mm×1mm),表面处理采用环保镀层,适配家电行业的环保要求。工业控制领域,继电器五金件用于PLC、变频器、机床控制等设备,需具备高耐磨性、高稳定性,可承受工业现场的恶劣工况(高温、潮湿、粉尘),铁芯、衔铁等磁性五金件采用高磁导率材料,提升电磁转换效率,保障设备稳定运行。五金加工件孔距,安装对位轻松,适配标准安装接口。湖南继电器五金加工件加工厂家
AI工艺决策系统自动优化加工参数,新品开发周期缩短35%,同时通过数字化管控,实现产品全生命周期追溯,提升质量管控效率。绿色化发展方面,环保政策趋严推动行业淘汰高污染表面处理工艺,普及无氰电镀、水性涂层等环保技术,提升再生金属回收利用率,将银、铜等贵金属回收纯度提升至99.5%以上,构建低碳生产体系,契合全球“双碳”目标与环保要求。化与国产替代方面,针对继电器五金件(如新能源汽车触点、精密弹片)的“卡脖子”环节,企业加大研发投入,突破材料配方与加工工艺瓶颈,国产化率逐步提升,打破国外企业的技术垄断,降低行业对外依赖度。同时,行业从单一加工向“材料研发+工艺设计+定制化生产+全生命周期服务”转型,为下游客户提供一体化解决方案,增值服务收入占比逐步提升至28%以上,有效提升行业附加值与企业盈利能力。未来,随着继电器产业向智能化、小型化、高可靠性方向发展,继电器五金件加工将持续突破技术瓶颈,优化产品结构,完善产业链配套,为电气控制领域的高质量发展提供坚实支撑。山东电控屏蔽罩五金加工件来图定制五金加工件力学性能优良,承重受力稳定不易变形。
新能源五金件加工已形成 “精密冲压、CNC 数控加工、激光加工、焊接成型、表面处理、增材制造” 六大工艺体系,兼顾精度、效率与定制化需求。精密冲压工艺是新能源五金件量产的,依托伺服压力机、多工位连续模,实现连接器端子、叠层母排、散热片等微型精密件的高速成型,加工精度可达 ±0.005mm,材料利用率提升至 85% 以上,适配新能源汽车、光伏领域的大批量、高一致性生产需求。CNC 数控加工聚焦复杂结构件与异形件,三轴联动加工中心完成平面、孔位基础加工,五轴联动加工中心实现复杂曲面、多角度孔位的一体化成型,精度可达 ±0.002mm,广泛应用于电机铁芯、电控壳体、储能液冷板等精密部件,车铣复合机床整合多工序,效率比传统工艺提升 50% 以上。激光加工技术凭借热影响区小、无接触、高精度优势,成为新能源五金件加工的关键突破点,激光切割实现铝合金、不锈钢板材的高精度下料,切口光滑无毛刺;激光焊接用于电池托盘、汇流排的密封焊接,焊缝强度达母材的 90% 以上,杜绝泄漏风险;激光打标则实现五金件的标识追溯,适配全流程质量管控。
特殊工况需匹配特种材料,沿海高湿环境可选 316 不锈钢提升耐腐蚀性,高温高压场景可采用钛铜合金,极端轻量化需求则用 6061 铝合金(抗拉强度≥270MPa)。材料入库前必须经过光谱分析、超声波探伤与硬度检测,杜绝成分不达标、内部裂纹或硬度异常的原材料流入加工环节,从源头筑牢品质基础。模具是高压端子五金件成型的工装,其设计精度、结构合理性与制造工艺直接决定产品尺寸一致性、成型稳定性及批量生产能力,高压端子因结构复杂、公差严苛,对模具的要求远高于普通低压端子。设计阶段需结合产品三维模型进行仿真分析,重点优化型面结构、冲裁间隙与回弹补偿,冲裁间隙严格控制在材料厚度的 5%-8%,避免毛刺、变形或尺寸超差;针对多引脚、薄料(0.1-0.2mm)高压端子,采用多工位级进模设计,集成下料、成型、折弯、精整等多工序,一次装夹完成全部成型,减少工序累积误差,确保尺寸公差控制在 ±0.01mm-±0.02mm 范围内。轻量化五金加工件自重适中,不增加设备负荷,安装更轻便。

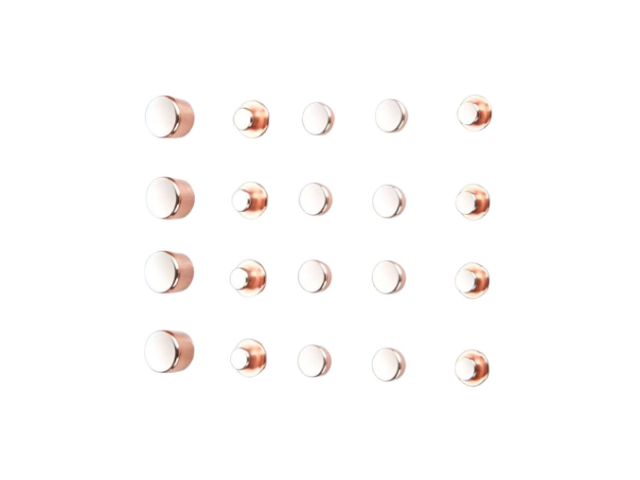
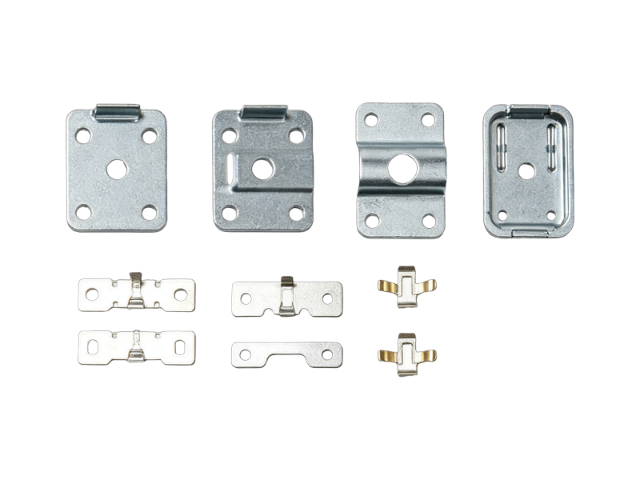
铁芯、衔铁等磁性五金件,选用电工纯铁(DT4)、硅钢片,通过退火处理降低铁损,提升磁导率,保障继电器的电磁转换效率;线圈骨架五金件则选用镀锌钢板、不锈钢,兼顾结构强度与绝缘性能;外壳五金件多采用冷轧钢板、铝合金,经表面处理后提升耐蚀性,适配不同使用环境。此外,环保材料的应用逐步扩大,无铅、无镉合金材料替代传统含重金属材料,契合全球环保政策要求,提升产品国际竞争力。工艺革新是继电器五金件加工的**竞争力,目前已形成“精密冲压、CNC数控加工、激光加工、表面处理、精密装配”五大工艺体系,兼顾微小尺寸加工精度、批量生产效率与产品一致性。精密冲压工艺是继电器五金件量产的工艺,主要用于触点、弹片、外壳等小型、标准化部件的成型,依托伺服精密压力机、多工位连续模,实现材料的高速冲裁、弯曲、拉伸,加工精度可达±0.005mm,精密加工五金件加工工艺成熟,从小型小件到精密构件均可定制生产。山东继电器模内铆接银触点五金加工件批发厂家
定制化五金加工件,可按图纸、按样品进行非标生产加工。湖南继电器五金加工件加工厂家
可采用钝化、电泳或绝缘涂层处理,钝化工艺提升铜合金耐腐蚀性,绝缘涂层(如环氧涂层)厚度控制在 0.1-0.3mm,耐电压可达 30kV/mm 以上,有效防止高压漏电与电弧放电。表面处理前需进行预处理,包括脱脂、酸洗、活化,去除表面油污、氧化皮与杂质,确保镀层附着力强、均匀无;处理后进行盐雾试验(常规 480 小时、 500 小时以上)、镀层厚度检测与接触电阻测试,验证处理效果,避免因镀层脱落、腐蚀或接触电阻超标影响高压使用安全。五、热处理与内应力控制维度湖南继电器五金加工件加工厂家
深圳市金力丰五金制造有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的五金、工具中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市金力丰五金制造供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!