商机详情 -
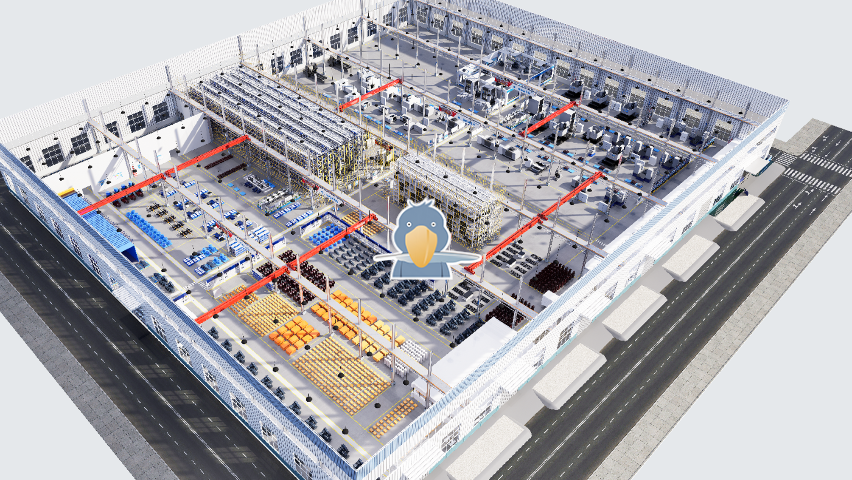
周口仓储系统工厂规划布局
智能新工厂规划落地实例合集!600+案例见证富豪老板/厂二代必看:还在为新建工厂的规划难题发愁?鲸头鹳科技带着600+实战案例杀来了!从设计到投产全链路赋能,让你的工厂落地即典范!为什么选择鲸头鹳科技?——全维度智能规划直击新工厂建设痛点智能工厂规划绝非设备的机械累加,而是坚持「落地即成典范,把客户的工厂当成自己的工厂,作品质量大于一切」的信念!精益布局:预留5-10年产能扩展空间,模块化设计支持后期产线灵活重组,避免重复拆改仓储物流:智能无人搬运+立体智能仓储,实现原材料到成品的「零停滞」流转,库存周转效率提升自动化规划:工业机器人集群、智能视觉检测系统、智能分拣线等设备矩阵,替代60%+传统人工岗位信息化规划:数字化生产管理系统+数字化平台,实时监控全流程数据,订单交付周期缩短30%+建厂实绩案例精选——多行业产能飞跃实录安徽某电器制造公司:生产加工周期时间缩短了32%,物流搬运距离缩短了30%,在制品数量降低50%,平均换模时间降低了52%,综合效率提升了33%,原材料/半成品自动存储及运输,成品立库自动存储,数字化系统规划及运营梳理,实现账务一致性北京某电气智能工厂:生产加工周期缩短了26%,物流搬运距离缩短了35%。动态缓存算法优化物料补给路径,缩短紧急订单响应周期。周口仓储系统工厂规划布局

智能工厂效率翻倍的秘密:精益布局设备先进效率却低?物料绕路、车间拥堵、产线卡壳,根源常在布局不当。精益布局绝非简单“摆设备”,而是围绕“高效、柔性、低浪费”的系统性升级。目标:打造“环环相扣”的高效整体布局实现:✅缩短生产周期(更快交货)✅降低库存(减少堆积)✅提升空间利用率(小空间大产能)✅稳定质量(减少搬运失误)✅增强柔性(灵活应对变化)七大黄金法则:物流优先:路径清晰,杜绝交叉、倒流、停滞。搬运少:设备与物料就近布置,省时高效。空间紧凑:模块化设计,拒绝“大而空”。弹性预留:设备周边留缓冲,方便调整扩容。工序衔接:形成生产单元,减少中间库存。人机舒适:操作台、工具符合人体工学。环境优化:保障通风、采光、安全,提升效率。五步落地关键:算清产能:明确产量、设备利用率等基础数据。聚焦(PQ分析):优先优化高销量/利润产品线。优化物流:设计顺畅路径(如原料→加工→成品)。解决痛点:优先处理影响大的环境问题(闷、暗、滑)。方案比选:制定多套方案(紧凑/模块/弹性),综合评估成本、效率、扩展性后实施。成功:全员参与布局非领导独断。需:高层支持:提供资源。经验:工人懂痛点,必须倾听。湖州精工智能工厂规划布局5G+视觉导航AGV集群实现复杂环境下的精确路径规划。
精工智能工厂规划——开启工业在当今这个日新月异的工业时代,精工智能工厂规划如同一盏明灯,照亮了企业转型升级的道路。我们深知,传统的工厂规划已无法满足现代制造业的高效、灵活与智能化需求,而精工智能工厂规划正是解决这一痛点的利器。精工智能工厂规划,不仅是对生产流程的简单优化,更是一场从设备到管理,从数据到决策的革新。我们利用先进的物联网技术,实现设备间的互联互通,确保生产数据的实时采集与分析,助力企业把控生产节奏,减少浪费,提升效率。同时,精工智能工厂规划强调人机协作,通过智能机器人与人类员工的协同作业,不仅提升了生产效率,还降低了工人的劳动强度,改善了工作环境。我们的目标是构建一个高效、绿色、人性化的智能生产体系。精工智能工厂规划,更是一个持续优化的过程。我们根据实时数据反馈,不断调整生产策略,确保企业始终保持在行业前沿。选择精工智能工厂规划,就是选择了一个值得信赖的合作伙伴,我们将携手共进,共创智能制造的美好未来。在这个变革的时代,精工智能工厂规划是您不可或缺的得力助手。让我们一起迎接工业,共创辉煌!
立库贯穿全楼层,解决垂直物流难题多层厂房物流的痛点,在于跨楼层物料传递的“断层”。传统模式下,人工借助电梯转运物料,不仅耗时耗力,还容易造成各楼层物料积压。对此,“立库贯穿式”规划成为破局关键:鲸头鹳科技将自动化立体仓库(简称“立库”)设置在厂房中间区域,通过垂直提升机等设备贯穿从1楼到顶楼的所有楼层,打造“物料垂直运输枢纽”。立库作为整个工厂的物料“总调度中心”,统一管理原材料、半成品、成品等所有物料,各楼层生产单元无需单独设置仓库,直接通过立库的出入库端口调取或存放物料。例如,1楼的原材料经检验后直接存入立库底层,3楼生产车间需用时,通过系统下发指令,立库即可通过垂直提升机将物料精确送达3楼的接驳端口;5楼生产完成的半成品,也能通过同样路径回存入立库,等待下一步调度至其他楼层。这一设计彻底打通了多层厂房的垂直物流通道,实现物料跨楼层传递的“无人化、无间断”。经验驱动 vs 数据驱动:决策响应速度提升80%。

工厂规划在于系统性设计工厂的布局、流程与资源,以实现高效、安全、灵活且经济的运营。流程包括:首先明确目标(如提升效率、降低成本、保障安全与质量)并收集关键数据(产品工艺、产能需求、物料流动)。接着进行概念设计,基于生产特点(批量、品种)选择比较好布局策略(如流程式、产品线式或单元式),并同步规划高效的物流路径与物料搬运系统。随后,精确计算各区域(生产、仓储、辅助、通道)空间需求,形成多个可行方案。方案需通过定量(物流成本、空间利用率)和定性(安全性、灵活性)评估进行严格筛选与优化。确定方案后进入详细设计阶段,绘制精确布局图,设计设施系统(水电风等)和人因工位,并制定周密的实施与搬迁计划。新工厂运行后需持续监控绩效指标,识别问题并进行动态优化。成功的工厂规划依赖于高层支持、跨部门协作、数据驱动、前瞻性思维以及对精益原则和持续改进的贯彻,为企业的长期竞争力奠定坚实基础。管道供料系统消除人工配送误差,保证生产连续性。安庆精工智能工厂规划布局
动态负载均衡技术提升设备集群整体效能。周口仓储系统工厂规划布局
集中供料模式,从源头减少人工干预。除了成品与半成品的流转,生产过程中所需的辅料(如螺丝、胶水、包装材料等),若采用“各生产线单独申领、人工搬运”的模式,同样会消耗大量物流人力。因此,在智能物流规划中,鲸头鹳科技引入“集中供料”模式:在厂房内设置专门的辅料仓库,根据各生产线的生产计划,通过小型AGV或管道式传输系统,定期将辅料精确输送至生产线的辅料补给位。例如,给装配线供料时,小型AGV可按小时为单位,自动将所需螺丝、螺母等辅料送至生产线旁的辅料盒;给包装线供料时,管道传输系统可将包装纸箱、胶带等材料直接输送至包装工位。集中供料模式让辅料补给从“被动申领”变为“主动配送”,各生产线无需安排人员专门申领物料,从源头减少了人工在物流环节的干预,进一步向“零物流人员”目标靠近。周口仓储系统工厂规划布局