商机详情 -
上海高填充双阶造粒生产线保养
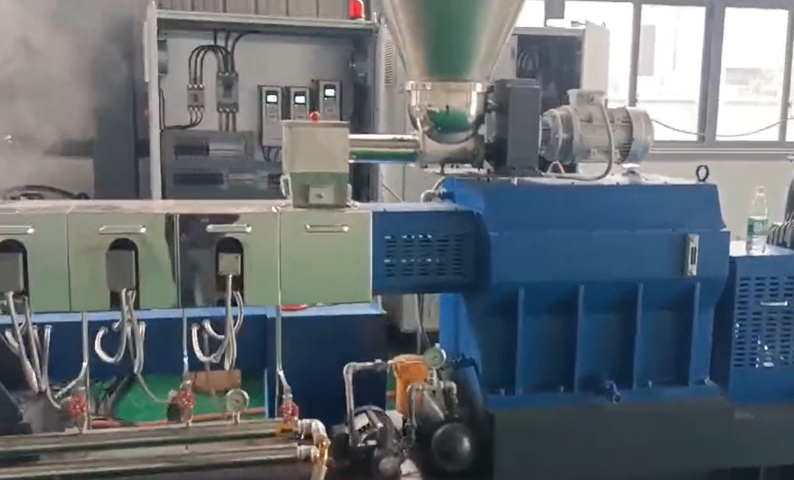
电气控制系统是双阶造粒生产线的 “大脑”,负责控制设备的启动、停止、转速调节、温度控制等各项操作。一般采用先进的可编程逻辑控制器(PLC),配合各类传感器和执行器,实现自动化控制。通过温度传感器实时监测物料温度,当温度过高或过低时,自动调整加热或冷却系统,确保物料在合适的温度下进行加工。根据生产需求,精确控制螺杆转速和喂料机的喂料速度,保证生产过程的稳定性和产品质量。在生产过程中,如果出现异常情况,如电机过载、温度过高、物料堵塞等,电气控制系统能够及时发出警报,并采取相应的保护措施,如停机、切断电源等,确保设备和人员的安全。联轴器连接电机和螺杆,传递扭矩,保证设备稳定运行。上海高填充双阶造粒生产线保养
双阶造粒生产线在节能环保方面表现突出。在节能上,其螺杆设计经过优化,双螺杆特殊构型让物料快速混合塑化,降低塑化能耗;单螺杆挤出时,合理螺纹设计减少螺杆扭矩,降低电机能耗。加热采用电磁感应技术,热量直作用于物料,减少热量传递损失;冷却运用智能温控,避免过度冷却浪费能源。环保层面,物料混合和输送环节采用密封设备和管道,防止粉尘泄漏;切粒装置配备高效除尘设备,收集粉尘,避免污染工作环境和大气。此外,它还助力废旧塑料回收利用,实现资源循环,降低新塑料生产能耗和污染,真正做到节能又环保,契合可持续发展理念 。 分享双阶机造粒生产线适合哪些行业的应用?双阶机造粒生产线的设备维护成本高吗?提供一些双阶机造粒生产线的实际应用案例上海高填充双阶造粒生产线保养投资回报率高,高效生产、低能耗等优势带来很大经济效益。

双阶机造粒生产线将物料处理分为两个紧密相连的阶段。第一阶段,高速混合机或密炼机发挥关键作用,以高速运转和强大的机械力,使物料在高温和强剪切力环境下,快速混合并初步塑化。例如生产聚乙烯颗粒时,高速混合机把聚乙烯树脂与抗氧剂、紫外线吸收剂等添加剂充分混合,开启物料的初步加工。随后进入第二阶段,单螺杆或双螺杆挤出机对初步塑化的物料进行深度加工,经模头挤出成条,再通过切粒装置制成均匀颗粒,完成造粒全过程。
双阶机造粒生产线通常由双螺杆挤出机与单螺杆挤出机组合而成。双螺杆负责高效混炼、剪切和分散物料,单螺杆则用于后续的挤出成型。以生产 PVC 电缆料为例,先经双螺杆初步处理,再由单螺杆完成挤出。而单阶机造粒生产线一般只配备一台单螺杆或双螺杆挤出机,结构相对简单,如普通 PE 塑料造粒,单螺杆挤出机即可完成从塑化到挤出造粒的全过程 。双阶机造粒时,物料先在双螺杆挤出机中高速旋转,在特殊螺杆构型下,实现高效的混炼与初步塑化。随后进入单螺杆挤出机,在较低的剪切和温度下进一步挤出成型。这种分步处理可避免物料过热。单阶机造粒依靠单螺杆或双螺杆的旋转,使物料在机筒内受到剪切、摩擦和加热,一次性完成塑化、混合和挤出造粒,对于热敏性物料,较难确准控制温度和剪切。自动润滑系统和故障预警系统,降低设备故障率。
双阶机造粒生产线加工 EVA 热熔胶时,第一阶段高速混合机将 EVA 树脂与增粘剂、抗氧化剂等助剂快速混合并初步塑化,使助剂均匀分散在 EVA 树脂中,为后续加工提供良好的物料基础。第二阶段双螺杆挤出机精确控制温度和螺杆转速,使助剂与 EVA 树脂充分结合,生产出粘接性能、耐热性和稳定性良好的 EVA 热熔胶颗粒。产量方面,根据生产线的规模和配置,小型生产线每小时产量可达 50 - 100 千克;中型生产线每小时产量在 100 - 200 千克;大型生产线每小时产量能达到 200 - 300 千克,满足包装、装订、制鞋等行业对 EVA 热熔胶的需求。切粒机可根据需求选择龙门切粒机或热切切粒机。天津塑料双阶造粒生产线优势
储料斗储存成品颗粒,材质一般为不锈钢,容积多样。上海高填充双阶造粒生产线保养
双阶机造粒生产线加工聚碳酸酯时,第一阶段高速混合机充分混合聚碳酸酯树脂与添加剂,实现初步塑化,使添加剂均匀融入树脂中。第二阶段,双螺杆挤出机进一步均匀分散成分,精确控制温度和螺杆转速,使聚碳酸酯颗粒具备良好的机械性能、尺寸稳定性和耐热性,适用于制造电子电器外壳、光学镜片、汽车零部件等产品。产量上,生产线每小时产量可达 150 - 300 千克左右。对于一些对聚碳酸酯颗粒质量要求极高、生产工艺更为精细的情况,产量可能会有所波动,但通过优化工艺和设备,仍能在保证质量的前提下维持一定的产量水平。上海高填充双阶造粒生产线保养