商机详情 -
山西亚粉纸分切机价格
分切机的传统控制方案是利用一台大电机来驱动收放卷的轴,在收放卷轴上加有磁粉离合器,通过调节磁粉离合器的电流来控制其所产生的阻力,以控制材料表面的张力。磁粉离合器及制动器是一种特殊的自动化执行元件,它是通过填充于工作间隙的磁粉传递扭矩,改变了磁电流就可以改变磁粉的磁性状态,进而调节传递的扭矩。可用于从零开始到同步速度的无级调速,适用于高速段微调及中小功率的调速系统。还用于用调节电流的方法调节转矩以保证卷绕过程中张力保持恒定的开卷或复卷张力控制系统。分切机设备,就选温州胜钥环保设备有限公司。山西亚粉纸分切机价格
分切机
开始生产作业时,按以下程序进行开机操作。(1)合上本机电源总闸。(2)将操作台上电源钥匙开关旋钮旋向“开”,接通控制电源。⑶启动上仪机系统。(4)操作台面板上的按钮7选择工作方式。(5)先后分别按下操作台面板上的按钮5.(6)在上位机系统及人机界面中输入定单数量,剪切长度等参数。(7)纸板到来时机器进入正式工作状态。关机:停止生产作业时,按以下程序进行关机操作。(1)先后分别按下操作台面板上的按钮6.(2)将操作台上电源钥匙开关旋钮旋向“关”,断开控制电源。⑶关闭上位机系统。(4)断开本机电源总闸。紧急停车:紧急停车按钮在操作台面板,当出现紧急情况时,要迅速按下紧急停车按钮,则机器终止运行。(控制执行机构的电源全部断开,显示故障的电源仍然存在)注意!出现以下情况时应紧急停机操作:(1)出现威胁设备安全的情况时(2)出现威胁人员安全的情况时⑶出现其它需要紧急停机的情况时安徽特种纸分切机供应分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,有想法的不要错过哦!

平⼑分切就是像剃⼑⼀样,将单⾯⼑⽚或双⾯⼑⽚固定在⼀个固定的⼑架上,在材料运⾏过程中将⼑落下,使⼑将材料纵向切开,以达到分切⽬的。平⼑分切有两种⽅式:⼀种是切槽分切;⼀种是悬空分切。切槽分切是材料运⾏在⼑槽辊时,将切⼑落在⼑槽辊的槽中,将材料纵向切开,此时材料在⼑槽辊有⼀定包⾓,不易发⽣漂移现象。再分切流延PP膜或边料较窄的膜时,常⽤这种分切⽅式,可以提⾼分切效率。但是对于悬空分切,它的缺点是对⼑⽐较不便。悬空分切是材料在经过两辊之间时,剃⼑落下将材料纵向切开,此时材料处于⼀种相对不稳定状态,因此分切精度⽐切模分切略差⼀点,但这种分切⽅式对⼑⽅便,操作⽅便。平切⼑分切主要适合分切很薄的塑料膜和复合膜。圆⼑分切圆⼑分切可分为切线分切和⾮切线分切。切线分切为材料从上下两圆盘⼑的切线⽅向分切,这种分切对⼑⽐较⽅便,上圆盘⼑和下圆盘⼑可根据分切宽度要求,很容易地直接调整位置。它的缺点是材料很容易在分切处发⽣漂移现象,所以精度不⾼,现在⼀般不⽤。这种分切⽅式可以使材料不易发⽣漂移,分切精度⾼。但是调⼑不是很⽅便,下圆盘⼑安装时,必须将整轴拆下。圆⼑分切适合分切⽐较厚的复合膜和纸张类
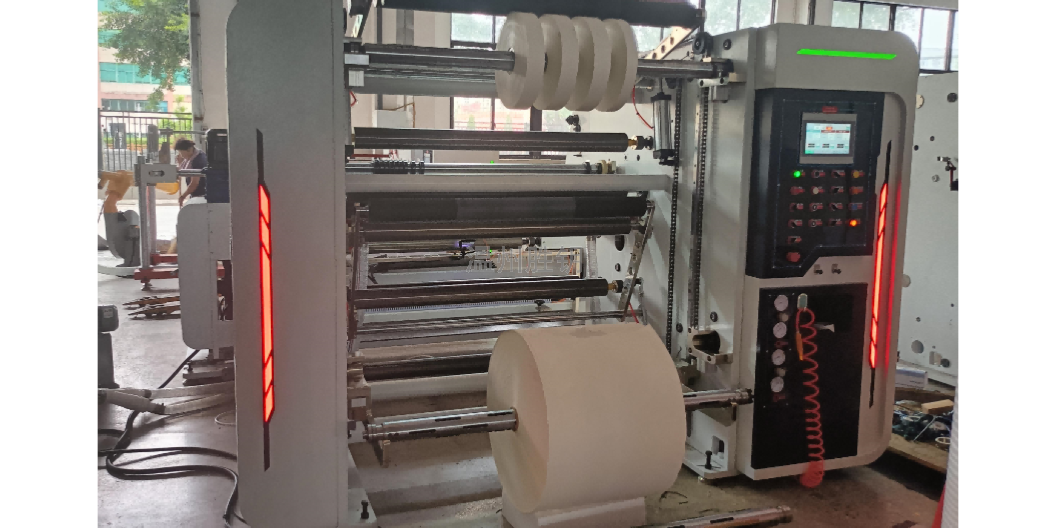
分切机的工作流程通常包括上料、送料、切割和收料等步骤。分切机是一种将长条材料垂直于其轴向切成所需长度的设备。它广泛应用于金属、塑料、纸张、织物、胶带、电线等行业。其优点是高速、高效、准确,使得一些行业的生产效率得到了提高。分切机的切割部分主要由切割刀片、定位轮和导向系统组成。切割刀片通常采用硬质合金制成,较具耐用性能和切割质量。定位轮和导向系统的作用是确保材料的稳定性和精度,使得每一次切割都能达到高精度的要求。温州胜钥环保设备有限公司分切机值得放心。
切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。总之,切纸机刀下不来的原因是多种多样的,我们需要根据具体原因采取正确的解决方法,以确保切纸机的正常使用。如果您不知道具体原因或无法解决问题,建议您联系专业的维修人员进行维修,以免造成更大的损失。温州胜钥环保设备有限公司是一家专业提供分切机的公司,有需求可以来电咨询!天津全自动高速分切机哪种好
分切机设备,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电!山西亚粉纸分切机价格
分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。山西亚粉纸分切机价格