商机详情 -
电脑控制分切机什么价格
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。分切机设备,就选温州胜钥环保设备有限公司,欢迎客户来电!电脑控制分切机什么价格
分切机
产过程与作业方法1、根据材料和生产要求设定收放卷张力,计数器自动停止数等,设定完毕,打开光电跟踪纠偏。2、将所要分切的基材拉至分切机处,提起穿料轴,穿入纸管,穿料时注意方向。3、调整基材到合适位置,冲入压缩空气。4、将要分切材料引入到收料轴上,穿料时注意机器上的刀片,以防手被划伤。5、根据材料特点,调整光电感应位置,以保证尺寸准确。6、根据生产工艺单尺寸要求,安装分切刀架到合适位置,紧固下刀,打开风机,把下刀边料送入风机桶内,然后低速开机,把材料切成所要求的规格。7、把符合规格的纸管穿在收料轴上,冲入压缩空气,把分切符合要求的产品牵引至收料轴的纸管上。8、慢速开机,观察在分切运行过程中分切效果,对分切速度、张力、接角压力、边料等进行适当调节控制,放卷张力,以及分切的材料是否符合质量要求,稳定后慢慢加速,机器运转时严禁将手放入机器内,以免手被压到。9、生产过程中一切从公司利益出发,减少浪费,降低生产成本,节约用电。中国台湾泡棉分切机供应温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,有想法可以来我司咨询!

主要机构(一)机架部份采用厚钢板焊接而成。(二)收卷部份收卷采用3英寸气胀卷轴与磁粉张力控制器收卷,此机分切包边条操作简单,最大收卷直径可达600mm。(三)放卷部份放卷采用3英寸气胀放卷轴。(四)切刀部份切刀可使用工业手术刀片或平刀式(美工刀片)及圆刀片。(五)主机部份主要采用5KW电机,采用电子调速系统,使用时通过人工调节机器的速度。(六)导辊部份整机采用镀铬钢管,每条经过动平衡处理。(七)收卷可采用滑差轴收卷或采用气胀轴收卷
分切机的工艺流程放卷——张力控制——引出牵引——切刀分切(飞边)——收卷操作规格要点:一:开机准备1、检查电源、气源是否正常。2、检查传动部位是否需要加注润滑油、各部件有无松动。3、打开机器电源开关,对照生产排单领取所需要分切的产品。4、切好所需要的纸管。设定控制1、照分切计划单安排的薄膜类型、厚度、长度、宽度等设置分切菜单。2、从PDF中提起相应的BOPP膜档案。3、设定相应规格膜的收卷长度、宽度。4、选择相应的收卷工位,调整好压辊臂及压辊,安装好相应规格的纸芯。温州胜钥环保设备有限公司分切机值得用户放心。
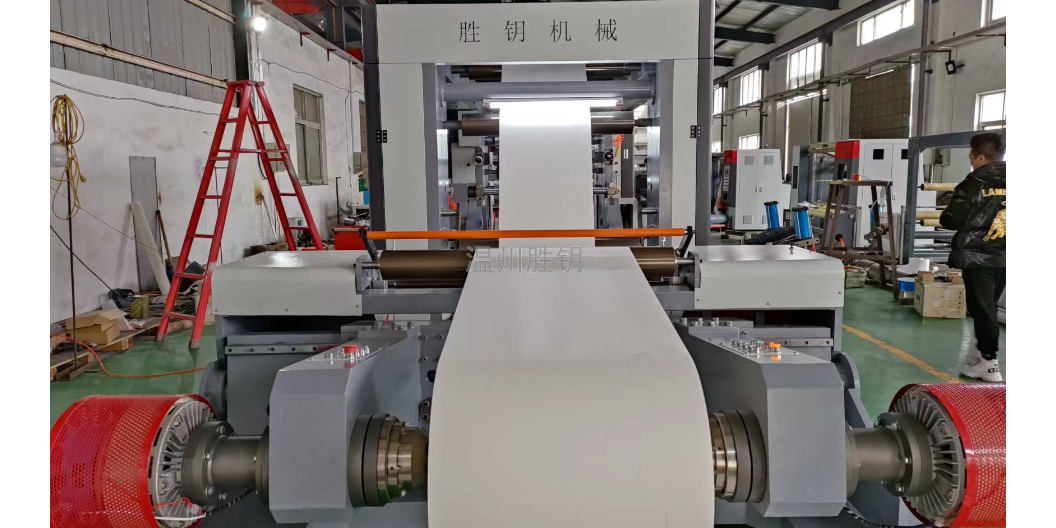
分切机是在生产过程中根据不同需要,不同材料而对宽幅材料进行切边、分切,复卷等的设备。分切机根据材料不同分为多种种类其中分切机主要用于将宽幅卷材分切成各种适合生产需要的窄幅卷材,分条工艺包括放卷料和收卷料两个过程。放卷料和收卷料的张力控制是分条机的关键环节。本机是在原有电控系统的基础上增加了自动对边器控制,达到了理想的效果、提高了机器工作性能,使机器在高速运转中更趋稳定,收卷平整,操作简单方便,安全可靠,耐用性强。温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,有想法的可以来电咨询!电脑控制分切机什么价格
分切机设备,就选温州胜钥环保设备有限公司,让您满意,有想法可以来我司咨询!电脑控制分切机什么价格
分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。电脑控制分切机什么价格