商机详情 -
四川PET分切机定制
分切⼯艺流程准备开机,⾸先对上道⼯序,印刷,复合下来的⼤膜卷外观进⾏检测,对⼤膜卷的硬度和外表平整度进⾏检验,看是否准备开机,⾸先对上道⼯序,印刷,复合下来的⼤膜卷外观进⾏检测,对⼤膜卷的硬度和外表平整度进⾏检验,看是否能达到分切的要求。然后,对马上就要运转的分切设备状况,性能要充分了解,并检查设备各主要运转部位和电器控制部分。这时上好⼤膜卷,按⽤户要求的规格进⾏⼑⽚调整,按正常⽣产⼯艺开机⽣产。温州胜钥环保设备有限公司是一家专业提供分切机的公司,有想法可以来我司咨询!四川PET分切机定制
分切机
分切机的工艺流程放卷——张力控制——引出牵引——切刀分切(飞边)——收卷操作规格要点:一:开机准备1、检查电源、气源是否正常。2、检查传动部位是否需要加注润滑油、各部件有无松动。3、打开机器电源开关,对照生产排单领取所需要分切的产品。4、切好所需要的纸管。设定控制1、照分切计划单安排的薄膜类型、厚度、长度、宽度等设置分切菜单。2、从PDF中提起相应的BOPP膜档案。3、设定相应规格膜的收卷长度、宽度。4、选择相应的收卷工位,调整好压辊臂及压辊,安装好相应规格的纸芯。黑龙江牛皮纸分切机规格温州胜钥环保设备有限公司为您提供分切机设备,有想法的可以来电咨询!
注意事项当膜卷运行到设定长度时,设备自动停车在设备运行过程中,根据需要可按停止按钮或减速停机当出现设备或人为事故等紧急状态时,可按电源关闭按钮紧急停车。开机前确保电压、电流及液压等值的正确、稳定设备准备运行前,所有人员必须通知离开卷取设备,确保人身安全才可开机运行。分切机在运行时,切忌用手触摸运行中的膜卷或辊芯,以免将手卷入造成人身伤害。在操作过程中,切忌用刀或硬物划伤、割伤各辊芯人走机停,以免出现机器或产品的损毁
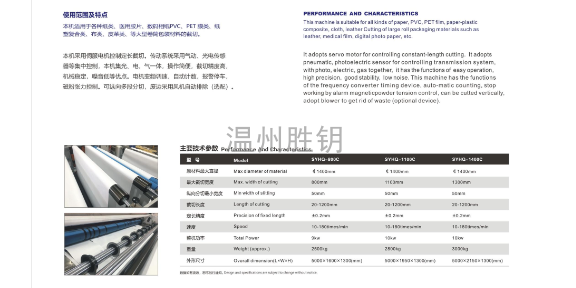
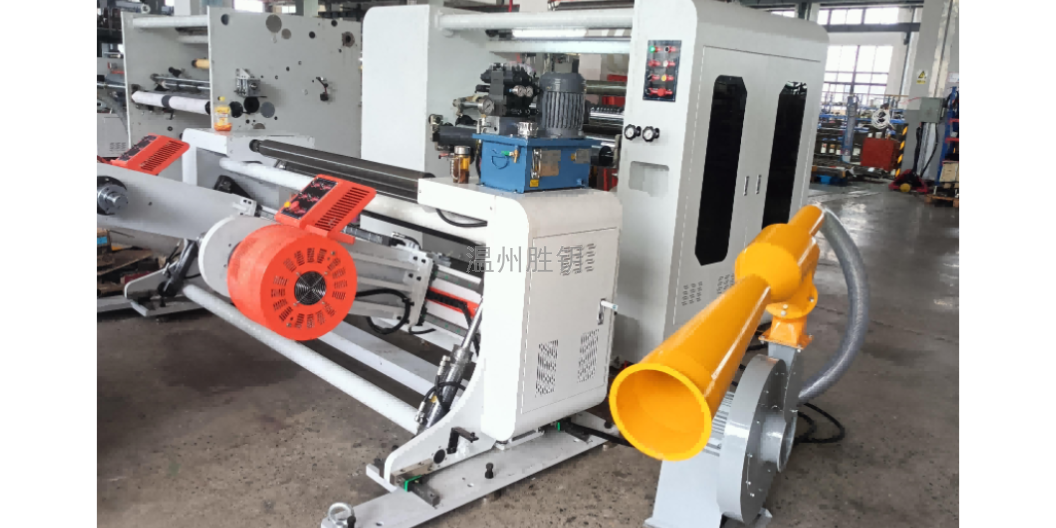
主要机构(一)机架部份采用厚钢板焊接而成。(二)收卷部份收卷采用3英寸气胀卷轴与磁粉张力控制器收卷,此机分切包边条操作简单,最大收卷直径可达600mm。(三)放卷部份放卷采用3英寸气胀放卷轴。(四)切刀部份切刀可使用工业手术刀片或平刀式(美工刀片)及圆刀片。(五)主机部份主要采用5KW电机,采用电子调速系统,使用时通过人工调节机器的速度。(六)导辊部份整机采用镀铬钢管,每条经过动平衡处理。(七)收卷可采用滑差轴收卷或采用气胀轴收卷分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,欢迎您的来电哦!
卸刀、磨刀及装刀解决办法:如果机器切不透,就需要磨刀,首先,把刀落下一半,然后关机把装刀螺丝全部松开,然后拿出卸刀手柄装上去,再把所有螺丝都拆掉,把刀拿下送到专业的磨刀处去磨刀,磨完后按照卸刀程序再把刀装上去,一般磨过的刀都要比原来的刀窄,这时就要把刀调低一些,首先拿一张A3的纸放在刀下,再把刀落到下面关掉电源,把上刀螺丝松开,在刀架的上部有三个调刀螺丝,拿一个内六角向下压,直到刀下的纸裁透就可以。温州胜钥环保设备有限公司致力于提供分切机,有想法可以来我司咨询!黑龙江牛皮纸分切机规格
温州胜钥环保设备有限公司分切机值得放心。四川PET分切机定制
切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。总之,切纸机刀下不来的原因是多种多样的,我们需要根据具体原因采取正确的解决方法,以确保切纸机的正常使用。如果您不知道具体原因或无法解决问题,建议您联系专业的维修人员进行维修,以免造成更大的损失。四川PET分切机定制