商机详情 -
湖南玻璃纸分切机定制
切纸机根据操作方式和裁切的传动方式的不同,可以分为以下几类:手动型切纸机:整体结构相对简单,调试维修方便,但精度较低,满足不了高要求的裁切需求。机械型切纸机:相比手动型切纸机,机械型切纸机采用机械传动,裁切相对稳定但精确度仍然有限。液压型切纸机:采用液压传动,裁切稳定且精确度高,但结构复杂,调试维修较困难。全液压型切纸机:在液压型切纸机的基础上进一步优化,裁切精度和稳定性都得到了提升。数字显示切纸机:操作数据以数字形式显示,方便操作人员掌握裁切情况。微机程控式切纸机:采用微机控制技术,可预设裁切程序,使整个操作过程按照设定程序循环进行。切纸机的工作原理主要是基于“铡刀”原理,即刀片沿斜线向下切割纸张。无论手动型、机械型、液压型、全液压型、数字显示型还是微机程控式切纸机,其工作原理都是类似的。在手动切纸机中,操作者通过杠杆压板和标尺挡板来控制刀具的移动和切割位置;在机械型、液压型和全液压型切纸机中,刀具的位置和移动则由相应的机械或液压装置驱动。数字显示切纸机和微机程控式切纸机则进一步引入了现代控制技术,使裁切过程更加精确和可控。温州胜钥环保设备有限公司为您提供分切机,有想法可以来我司咨询!湖南玻璃纸分切机定制
分切机
设备特点:1.集中面板操作,集成电路控制。本机各部集中于面板操作控制.2.面板主要功能:A.主轴转速调整B.收卷长度设定C.放卷张力调整D.收卷张力设定E.启动。停止按钮。3.切刀采用上下圆刀.并可以根据不同的切割宽度更换下刀轴,调整切割宽度以达到所需切割质量。纺布分切机是在生产过程中根据不同需要而对宽幅材料进行切边、分切等的一种设备。其中无纺布分切机主要用于将宽幅卷材分切成各种适合生产需要的窄幅卷材,分条工艺包括放卷料和收卷料两个过程。放卷料和收卷料的张力控制是分条机的关键环节。本机是在原有电控系统的基础上增加了自动对边器控制,达到了理想的效果、提高了机器工作性能,使机器在高速运转中更趋稳定,收卷平整,操作简单方便,安全可靠,耐用性强。青海PET分切机温州胜钥环保设备有限公司分切机值得用户放心。

分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。
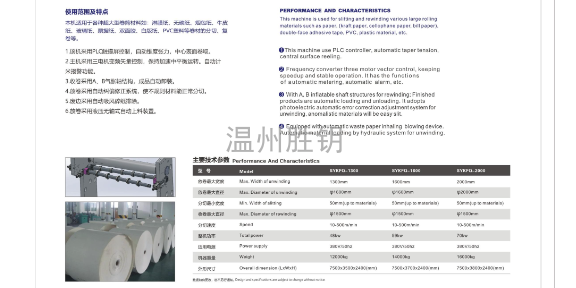
放卷铝棍设有手动上下调偏装置,使材料能够与铝棍平衡运行以保收卷精度和质量。配备模拟式纠偏系统,跟踪材料的边缘。纠偏光电装有电动微调功能,使机器在运转过程中能够快递的调节光电跟踪位置,保证基材正确走料纠。放卷张力采用磁粉刹车控制,实现张力自动控制,安装旋转编码器检测料卷直径,实现放卷余量报警功能。收卷方式:采用表面卷取和中心卷取双用,由变频电机带动气胀轴驱动,圆弧同步轮传递力矩,传动噪音小,力矩大,功率损耗小。收卷张力:PLC计算张力,通过气动控制,补偿料卷收卷直径变化而引起的张力变化,实现张力自动锥度控制温州胜钥环保设备有限公司是一家专业提供分切机的公司,期待您的光临!
在切纸机的日常使用过程中,可能会遇到多种故障。以下是一些常见的故障及其解决方法。机器无动作可能的原因:电源问题、机器故障等。解决方法:检查电源是否正常,如有问题及时维修;检查机器是否正常,如有问题及时更换或修理。不下刀可能的原因:刀片问题、弹簧问题等。解决方法:检查刀片是否锋利,如有问题及时更换;检查弹簧是否正常,如有问题及时更换或修理。离合器故障可能的原因:离合器损坏、弹簧问题等。解决方法:检查离合器是否正常,如有问题及时更换;检查弹簧是否正常,如有问题及时更换或修理。保险螺栓断裂可能的原因:使用不当、保险螺栓松脱等。解决方法:正确使用切纸机,避免违规操作;定期检查保险螺栓是否松动,如有问题及时紧固。压纸器压力不足可能的原因:压力不足、弹簧问题等。解决方法:检查压纸器压力是否正常,如有问题可以通过调整弹簧来增加压力。不能将纸张全部切开可能的原因:刀片问题、驱动问题等。解决方法:检查刀片是否锋利,如有问题及时更换;检查驱动系统是否正常,如有问题及时维修或更换。裁切的纸歪斜可能的原因:纸张未送到位、驱动问题等。解决方法:确保纸张送到位,避免歪斜;检查驱动系统是否正常。主机采用三电机变频矢量控制,保持加速中平衡运转。自动计米报警功能。福建电脑控制分切机规格
分切机设备,就选温州胜钥环保设备有限公司,有需求可以来电咨询!湖南玻璃纸分切机定制
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。湖南玻璃纸分切机定制