商机详情 -
云南管理安全风险监测预警系统
安全风险监测预警系统在实时气体监测方面展现了专业性与实用性,为化工企业的安全管理提供了多方面支持。该系统能够准确监测生产现场的有毒气体与可燃气体浓度,通过高灵敏度传感器实时采集数据,确保气体参数的动态更新。管理人员可以通过系统生成的直观图表迅速了解气体分布及变化趋势,实时掌握生产现场的环境状态。系统的交互功能进一步增强了其实用性。点击不同的监测类别后,用户能够查看具体气体的来源及其相关的安全数据,包括气体浓度的波动范围、异常报警记录以及处理建议。这些详细信息为管理人员提供了准确的风险排查依据,帮助他们快速定位潜在问题区域并采取有效的防控措施。此外,该功能在应对突发气体泄漏等紧急情况时也尤为重要。通过对气体浓度的异常变化进行实时报警,系统能够及时提醒相关人员采取必要的应急措施,有效降低对人员与环境的潜在危害。这不仅提升了企业的安全管理能力,也为企业的可持续运营提供了强有力的技术支持。安全风险监测预警系统的物联设备管理模块提供重点工艺与危化品的完整记录功能。云南管理安全风险监测预警系统
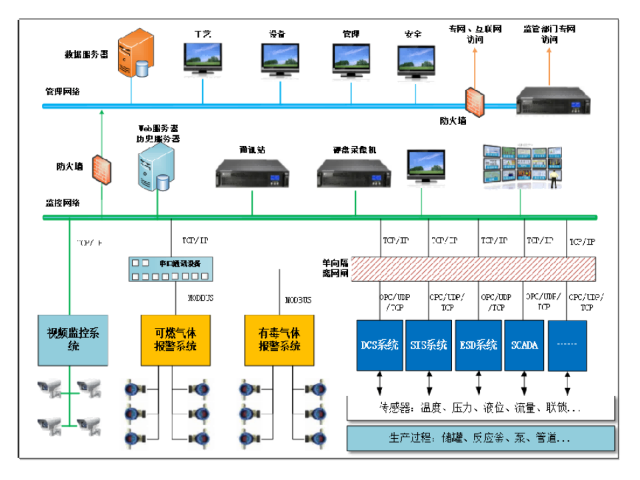
系统将传感设备与视频监控数据结合,形成多维度的安全风险监控网络。安全风险监测预警系统通过将传感设备的实时数据与视频监控信息深度整合,构建了一个多维度的安全风险监控网络。传感设备采集的温度、压力等参数,可实时与视频画面中的设备运行状态进行对比分析,从而更加完整地反映设备的实际运行状况。系统还支持对多源数据的综合研判,例如通过视频识别异常动作,同时验证传感器数据是否显示参数异常。这种监控网络,能够明显提升风险识别的准确性与防控效率。信息安全风险监测预警系统简介安全风险监测预警系统支持罐体监测,保障危化品储存安全。
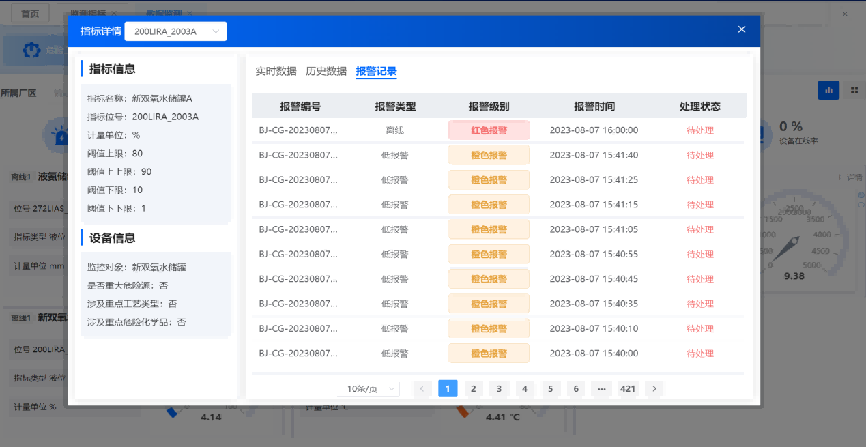
安全风险监测预警系统的报警统计功能,是企业安全管理中不可或缺的重要工具。系统能够收集并分析由传感器、视频监控设备等多种终端生成的报警数据,通过多维度的数据处理,为企业提供深入的安全现状洞察。其统计范围涵盖了报警发生的频率、类型、响应时间及处理效率等关键指标。系统利用先进的数据分析算法,计算出企业的安全报警指数,并生成多种形式的可视化报表,包括报警趋势图、处理效率曲线及未处理报警分布图等。这些图表直观展现了企业在不同时间段内的安全风险动态,帮助管理人员快速定位高频报警的区域和类型。同时,系统对历史报警数据进行深度挖掘,预测未来可能出现的风险,为制定更具针对性的安全策略提供依据。
针对化工企业复杂的作业场景,安全风险监测预警系统专门设计了违规行为智能识别功能,准确适配企业的日常安全管理需求。系统依托先进的视频智能分析技术,能够实时监测作业现场中常见的违规行为,包括睡岗、吸烟、未佩戴安全帽或其他劳保用品、违规闯入受限区域、使用手机等操作不规范的行为。通过高效的图像处理算法,系统能快速捕捉到这些违规行为,并生成实时报警信息。报警信息不仅能够即时推送到管理人员的终端设备,还会同步记录违规行为的时间、地点、类型及相关视频截图,形成完整的违规行为档案。这些数据可以用于后续的调查分析和责任划分,也为企业改善员工安全意识提供了明确方向。管理人员能够基于系统提供的详细记录制定有针对性的整改措施,例如强化安全教育培训、优化作业流程,甚至是调整岗位监管策略。此外,系统的持续监控能力让违规行为的处理从事后反应逐渐转向实时发现与预防。通过对违规数据的统计与分析,企业能够识别出频繁发生的风险点并制定改进方案。这种动态的违规管理方式降低了因操作不规范引发的安全风险。 安全风险监测预警系统的风险监测预警模块,为企业提供主动防控能力。

通过多层次报警类型设置,系统能够灵活应对多样化的生产安全管理需求。安全风险监测预警系统支持多层次报警类型设置,可根据不同设备和工艺的特点,灵活配置高高报警、高报警、低报警及离线报警等多种模式。例如,对于需要严格控制温度的设备,可设置高高报警;而对于储存罐液位过低的情况,则可设置低报警。这种多层次报警类型的设置,使得系统能够精确区分不同风险等级,避免过度报警或漏报情况的发生,满足了多样化的生产安全管理需求。安全风险监测预警系统的摄像头设备管理功能,提升现场监控能力。有色安全风险监测预警系统入口
安全风险监测预警系统内置的实时监测模块覆盖生产装置的每个细节,助力企业安全管理升级。云南管理安全风险监测预警系统
针对化工企业中危险化学品储存的复杂需求,安全风险监测预警系统专门设计了储罐监测解决方案,为企业提供了高效的安全管理工具。系统以卡片式展示界面直观呈现储罐的关键数据,包括液位、温度、压力等参数,确保用户能够实时掌握储罐的运行状态。每张卡片不仅清晰展示实时数据,还结合趋势分析功能,通过数据的变化规律帮助用户预测潜在异常,便于提前采取防范措施。在用户操作体验上,系统更注重细节与实用性。通过点击储罐卡片,用户可以进入详细页面查看设备的历史记录与报警信息,涵盖数据异常的具体时间、类型及处理进展。这种可追溯的管理方式使问题定位更加高效,同时为风险排查提供了详尽的依据。结合实时报警功能,系统能够在监测到液位超标、压力异常或温度过高等情况时,及时发出警告,确保问题处理的及时性。该功能的应用不仅显著提高了化工储存操作的安全性,还通过科学的数据支持帮助企业优化储罐管理流程。例如,在化学品储存过程中,通过监控参数的准确化与可视化,企业可以合理调整储存策略,降低危险化学品泄漏或事故的风险,进而提升运营效率与安全管理水平。这一解决方案为化工企业的现代化安全管理提供了重要支持。云南管理安全风险监测预警系统