商机详情 -
浙江防腐木木材烘干窑设备生产厂家
缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重,需分析参数设置或操作流程,调整下一批干燥工艺。木材烘干窑流程中冷却环节至关重要,缓慢降温可避免木材因温差过大产生内应力。浙江防腐木木材烘干窑设备生产厂家
为防止木材在烘干窑设备中烘干时开裂,可从烘干前处理、烘干过程控制以及烘干后处理等方面采取措施,烘干前处理:合理选材:尽量选择纹理直、无明显缺陷、含水率均匀的木材进行烘干。避免选用有裂缝、节疤较多或含水率过高的木材,因为这些木材在烘干过程中更容易出现开裂等问题。预加工处理:对于一些较大尺寸或形状不规则的木材,可在烘干前进行适当的预加工,如将木材锯成合适的尺寸和形状,减少木材内部的应力集中。也可采用水浸、水煮等方法对木材进行预处理,使木材内部的水分分布更加均匀,降低烘干过程中的开裂风险。徐州蒸汽木材烘干窑设备生产厂家木材烘干窑流程始于木材筛选分类,经预热、烘干、调湿等环节,实现木材水分达标。

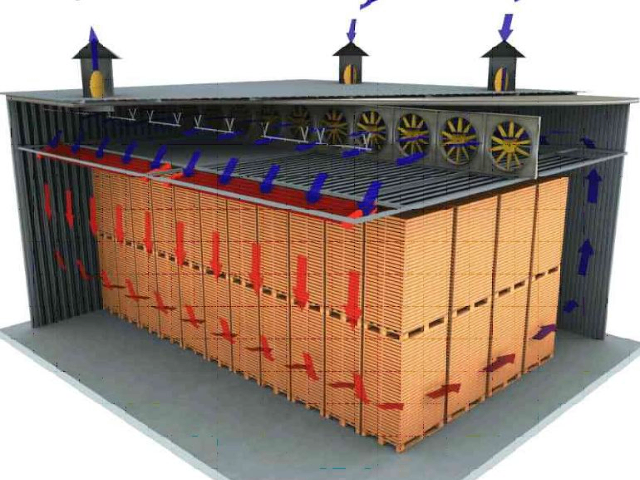
优化热量传递调整空气循环:检查烘干窑内的空气循环系统,确保风机正常运转,提供足够的风量。如果风机叶轮有损坏或积尘,会影响风量,需及时修复或清理叶轮。同时,合理调整通风口的位置和大小,优化空气流动路径,使热空气能够均匀地在窑内循环,避免出现局部温度过低的情况。改进木材堆放:确保木材在烘干窑内堆放整齐、合理,留出足够的通风空间,使热空气能够充分接触木材表面,提高热量传递效率。避免木材堆积过密或堵塞通风通道,影响空气流通和热量分布。此外,还需定期对烘干窑的保温层进行检查和维护,如有破损或老化,及时修复或更换,以减少热量散失,保证烘干窑的加热效果。
速生材如杨木、桉树等,生长速度快,材质较松软,烘干过程中易出现变形。我们针对速生材特性研发的烘干窑,采用低温慢烘的工艺,初始温度设定在 30 - 40℃,随着烘干进程逐步升温。通过增加缓苏阶段,让木材内部水分充分扩散,减少内应力。处理后的速生材,力学性能得到改善,可用于制作人造板、包装材料等,提高速生材的利用价值。木材烘干窑的日常维护是否便捷,直接影响设备的使用寿命和运行效率。我们的模块化木材烘干窑,各功能部件采用模块化设计,如加热系统、风机、传感器等均可拆卸更换。窑体内部采用光滑的不锈钢材质,便于清洁,减少木材碎屑和杂质的堆积。设备配备故障自检功能,能及时提示需要维护的部件,降低维护难度和成本,确保设备长期稳定运行。实木木材烘干窑流程中,需定期抽样检测木材含水率,确保达到预设的烘干标准。

设备检查窑体密封性:检查窑门、通风口、管道接口等部位的密封情况,避免热气、湿气泄漏,影响温度和湿度的稳定性,同时降低能耗。系统功能测试:加热系统:测试蒸汽阀、电加热管、燃烧器等是否正常工作,确保热源供应稳定。调湿系统:检查加湿器、喷蒸装置、排气扇的运行状态,保证湿度调节精细。气流循环系统:确认风机转向正确、风力均匀,无异常噪音(若风机故障,可能导致局部温度过高或气流停滞)。控制系统:校准温湿度传感器、含水率监测仪等仪器,确保数据显示准确,避免因参数误判导致干燥缺陷。实木木材烘干窑流程中,烘干后期需逐步降低温度,避免木材表面出现开裂现象。无锡除湿木材烘干窑设备调试
平衡处理前置的木材烘干窑工艺,先让木材内外含水率趋于平衡,减少干燥后的应力变形。浙江防腐木木材烘干窑设备生产厂家
实时监测与调整关键参数监控:每 1-2 小时记录窑内温度、湿度,确保与设定值偏差不超过 ±2℃(温度)和 ±5%(湿度)。定期(如每天)抽取样本测量木材含水率,当含水率下降速度过快(如硬木每小时超过 0.5%),需降低温度或提高湿度;若下降过慢,可适当升温或减少湿度。异常情况处理:若局部温度过高(如某区域比设定值高 5℃以上),检查气流循环是否受阻(如材堆间隙堵塞),及时调整风机角度或清理通道。若湿度持续偏高且排气无效,检查排气扇是否故障,或确认木材是否存在 “返潮”(如窑体漏水)。浙江防腐木木材烘干窑设备生产厂家