商机详情 -
德国预热/后热感应机床
企业采购设备的时候,除了关注设备本身的加工性能,也会关注设备的售后服务,一旦设备出现问题,能不能及时得到解决,直接影响生产进度。易孚迪感应设备(上海)有限公司作为本土的感应设备生产企业,能为车轴预热设备用户提供及时的售后服务,设备出现问题能快速安排技术人员对接解决,减少停机等待的时间。而且设备采用标准化的零部件设计,需要更换零部件的时候也能快速调配,不会长时间等待配件。用户在使用过程中遇到操作或者调整的问题,也能及时得到技术支持,帮助用户快速解决问题,恢复生产,让用户没有后顾之忧。无论是金属加工、焊接、铸造还是航空航天,预热都是确保产品质量和生产效率的关键步骤。德国预热/后热感应机床
感应加热电源基于电磁感应原理工作。当交变电流通过感应线圈时,会产生交变磁场,根据法拉第电磁感应定律,置于该磁场中的金属工件内部会产生感应电动势和感应电流(即涡流)。由于金属工件存在电阻,涡流通过时会产生焦耳热,使工件温度升高。感应加热电源的重点是提供高频交变电流的装置,一般由整流器、逆变器、谐振电路等部分组成。整流器将交流电转换为直流电,逆变器再将直流电转换为高频交流电,谐振电路则用于提高功率因数和效率。不同频率的感应加热电源适用于不同场景,高频电源加热深度浅但效率高,常用于表面淬火;中频和低频电源加热深度大,可用于透热等。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。ENRX上海工厂设有销售、设计、生产以及售后服务部门,在珠海设有第二工厂,北京、广州、韩国设有常驻机构,其生产的感应加热电源技术先进,性能稳定。法国预热/后热生产线预热在金属锻造中至关重要,它能提高金属的塑性,降低变形抗力,使得锻造过程更加顺畅。
很多老旧的车轴预热设备,自动化程度低,需要大量人工操作,不仅人力成本高,还容易因为人为操作失误出现质量问题,现在很多企业都在替换这类老旧设备,升级自动化程度更高的新型车轴预热设备。易孚迪感应设备(上海)有限公司生产的新型车轴预热设备,自动化程度高,从加热到控温都可以自动完成,不需要人工全程值守,一个操作人员可以看管多台设备,降低了人力成本投入。自动化控制也减少了人为操作失误的可能,提升了加工质量的稳定性,减少了不合格品的产生。升级自动化设备后,企业不仅降低了人力成本,还提升了产品质量,整体生产效益得到提升。
感应加热电源的效率受多种因素影响。电源自身设计方面,逆变器的拓扑结构和控制方式对效率影响较大,先进的拓扑结构和合理的控制策略能减少功率损耗,提高效率。谐振电路的设计也至关重要,合适的谐振频率和参数匹配可降低无功功率,提高功率因数。负载特性也是关键因素,工件的材质、形状、尺寸以及与感应线圈的耦合程度都会影响效率。若工件与线圈耦合不良,会导致部分能量无法有效传递给工件,造成能量浪费。此外,电源的工作频率也会影响效率,频率过高会增加开关损耗,频率过低则可能无法满足加热需求。运行环境也会对效率产生一定影响,如温度过高可能导致功率器件性能下降,降低效率。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。其生产的感应加热电源在设计上充分考虑了各种影响因素,采用先进技术,有效提高电源效率。感应预热的热装工艺可以减少加热过程中的材料损失和变形,提高装配精度。

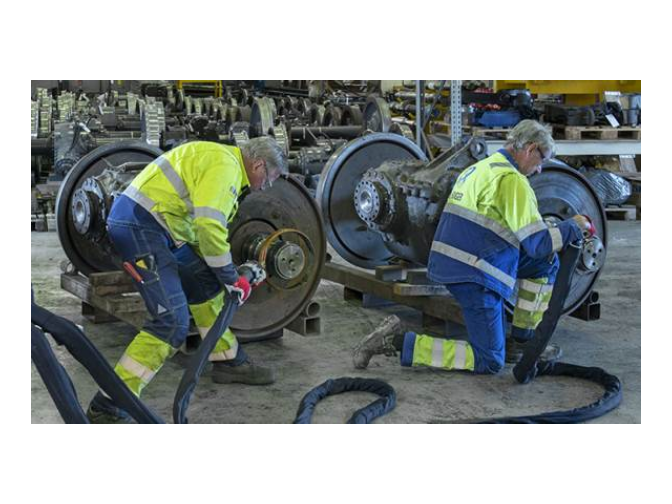
车轴在使用过程中,经过长时间运行,有时候需要更换配合的轴承或者其他部件,维修的时候需要重新热装,这个时候就需要对车轴配合部位进行预热,方便拆卸与重新装配。车轴预热设备可以满足维修场景的预热需求,快速完成局部加热,帮助维修团队完成作业。易孚迪感应设备(上海)有限公司的车轴预热设备,有可移动的款式,能直接运输到维修现场,不需要把车轴长途运输回工厂,节省了运输成本与时间,提升了维修的效率。局部加热不会伤害车轴的其他部位,维修后车轴还能继续正常使用,延长了车轴的使用寿命,降低了维修的成本,对车辆维修企业来说十分实用。感应预热在过盈配合的零部件装配和拆卸过程中发挥关键作用。EFD INDUCTION车轴预热(热装)设备
感应预热的热装工艺可以实现快速、均匀和高效的加热。德国预热/后热感应机床
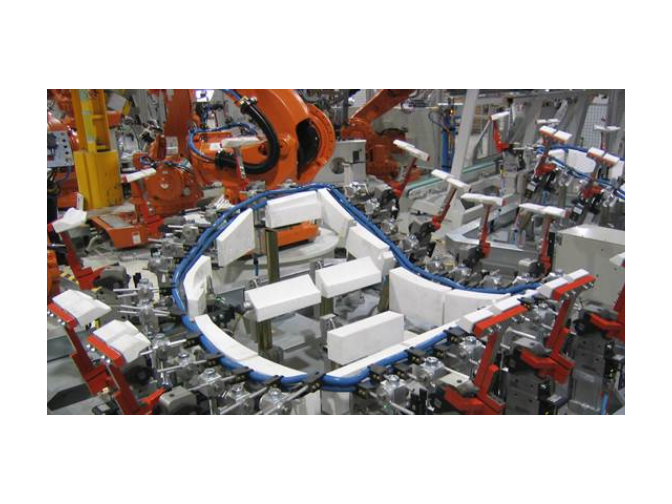
中频感应预热机床是集成机械、电气、控制等多领域技术的设备,专为车轴热装工艺设计,将机械定位与感应加热功能有机结合,实现车轴的精细定位与均匀加热。机床结构设计上,双工位配置成为主流,一个工位进行车轴加热时,另一个工位可同步完成车轴的装卸操作,大幅缩短生产节拍,提升整体生产效率。驱动系统采用伺服控制技术,通过精密滚珠丝杠与导轨实现加热线圈与车轴的相对运动,定位精度可达 ±0.1mm,确保加热区域精细覆盖车轴配合部位。针对车轴不同部位(如轴颈、轴承位)的热装需求差异,机床支持分段加热模式,通过多组线圈单独控制,实现各部位温度的差异化控制,满足复杂热装工艺要求。冷却系统是保障机床连续工作的关键,采用水冷方式对感应线圈、功率器件及机床主轴进行冷却,防止过热损坏,延长设备使用寿命。故障诊断方面,机床配备完善的自诊断系统,可实时监测电源、线圈、温度等关键部件状态,当出现异常时,通过界面显示故障代码,帮助维修人员快速定位问题,减少停机时间,降低维护成本。德国预热/后热感应机床