商机详情 -
杭州304弯头单价
薄壁弯头凭借轻巧的结构与优异的流体性能,在建筑暖通、精密仪器管道中崭露头角。采用不锈钢或铝合金材质,通过冷挤压或旋压工艺成型,壁厚通常控制在1-3mm之间,既保证强度又减轻重量。因其内壁光滑、阻力系数小,在中央空调的冷媒输送管道中,薄壁弯头能有效降低能耗,提升系统效率。相较于传统厚壁弯头,薄壁弯头安装更为便捷,可减少支架承重要求,在高层建筑的管道布局中,能大幅节省空间与施工成本,同时满足现代建筑轻量化、节能化的设计需求。船舶管道用弯头适应复杂船体结构,耐高压抗振动,保障压载水、燃油等系统运行。杭州304弯头单价
焊接弯头制作:焊接弯头采用管材切割后拼接焊接的方式成型。根据管径大小和设计要求,将管材切割成若干段,通过调整各段角度和位置,在焊接平台上进行组装。焊接时多采用氩弧焊、电弧焊等工艺,对于厚壁弯头需进行多层多道焊,确保焊缝熔透且无气孔、裂纹等缺陷。焊接完成后,需对焊缝进行打磨、探伤检测,必要时进行热处理消除焊接应力。该工艺灵活性强,可定制特殊角度和规格的弯头,在大型的管道工程和非标设备制造中应用宽泛。浙江弯头生产商高压蒸汽管道的弯头需进行无损探伤检测,确保内部无裂纹,其保温层包裹可减少热量散失,提升能源传输效率。

锻造弯头制作:锻造弯头以圆钢或钢锭为原料,经加热后在锻锤或压力机上通过模锻或自由锻成型。锻造过程中,金属在高温下反复挤压、镦粗,消除内部疏松、气孔等缺陷,使组织更加致密,强度和韧性显著提高。成型后的弯头需进行粗加工、精加工,达到设计尺寸要求,再通过热处理(如正火、回火)改善机械性能。进行无损检测和理化性能试验,确保质量达标。锻造弯头主要用于高压、高温、高要求的管道系统,如电站、石油化工等不同领域。
对焊弯头采用对焊连接方式,适用于高压、大口径管道系统。其焊接接头质量高,通过单面焊双面成型技术,确保焊缝强度与密封性。对焊弯头的坡口加工精度要求极高,需根据管材壁厚选择合适的坡口形式(如V型、U型)。在天然气长输管道施工中,对焊弯头采用全自动焊接设备,并配合X射线探伤检测,保证每道焊缝达到一级标准。这种连接方式不*增强了管道系统的整体强度,还便于后期维护检修,降低因焊接缺陷引发泄漏的风险,是保障能源输送安全的关键部件。燃气管道借弯头改变路径,配合防腐处理,确保燃气安全输送至千家万户。

双金属复合弯头制作:双金属复合弯头制作主要有离心铸造和堆焊两种工艺。离心铸造法是将两种不同金属材料先后浇入高速旋转的模具中,利用离心力使外层碳钢和内层耐磨合金(如高铬合金)紧密结合;堆焊法则是在碳钢弯头内壁采用自动堆焊设备,将耐磨合金材料逐层堆焊上去,形成复合层。制作过程中需严格控制两种金属的结合界面质量,确保无分层、夹杂等缺陷。成型后对弯头进行机械加工和性能检测,其兼具碳钢的强度和耐磨合金的耐磨性,适用于高磨损工况的管道系统。沟槽式、卡套式弯头,连接各有妙处,还有双承、法兰等弯头,丰富品类满足多元管路连接。扬州304L弯头单价
太阳能热水器的铜管弯头经退火处理,柔韧性好,便于现场弯曲安装,减少接头数量,降低热水循环中热量损耗。杭州304弯头单价
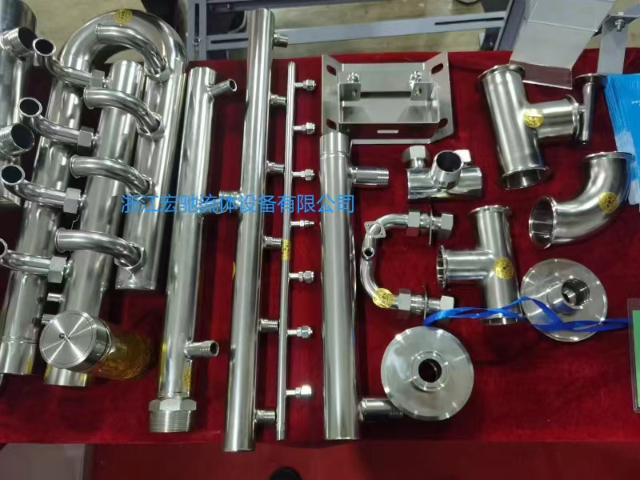
弯头作为管道系统的“转向枢纽”,在工业与民用领域不可或缺。从常见的90°直角弯头,到45°、180°等特殊角度弯头,其规格型号多达上百种。材质涵盖碳钢、不锈钢、合金钢等金属材质,以及PVC、PE等塑料材质。制造工艺方面,焊接弯头成本低、适用性广;冲压弯头精度高、表面光滑;推制弯头则具备良好的机械性能。在建筑给排水系统中,塑料弯头凭借耐腐蚀、安装便捷的特点,成为主流选择;而在石油化工领域,金属材质的弯头因能承受高温高压,保障着输送安全。杭州304弯头单价