商机详情 -
贵州剖分式机械密封制造
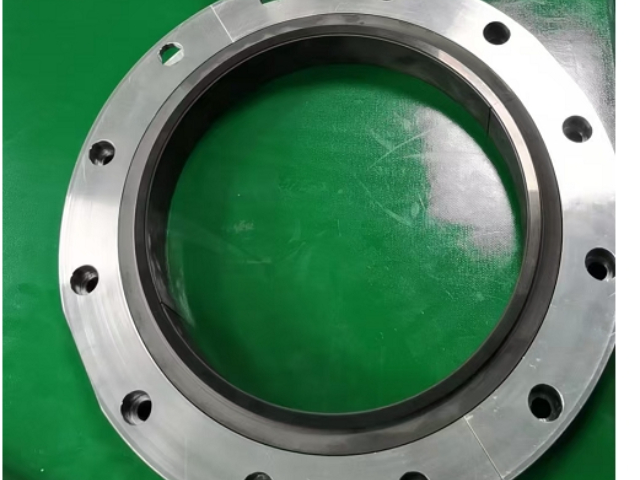
密封端面材料:根据介质磨损性与腐蚀性选择,常见组合如下:普通水、油类介质:动环(碳化硅)+ 静环(石墨),成本低,密封效果好;强腐蚀介质(如酸碱):动环(碳化硅)+ 静环(碳化硅),耐蚀性强;高磨损介质(如浆液):动环(硬质合金)+ 静环(碳化硅),耐磨性优异。弹性补偿方式:根据设备振动情况选择,弹簧补偿适用于振动较小的工况(如离心泵);波纹管补偿适用于高温、振动较大的工况(如压缩机),可避免弹簧因高温失效或振动导致的卡滞。辅助系统:根据工况需求选择是否配置冲洗、冷却、润滑系统。例如,高温介质需配置冷却系统,含颗粒介质需配置冲洗系统(如 API Plan 11、Plan 32),以防止密封端面磨损或堵塞。剖分式机械密封独特的剖分结构可绕过轴上障碍物,适用于旧设备改造或空间受限的工况。贵州剖分式机械密封制造

剖分式机械密封作为解决大型设备密封拆装难题的关键技术,其主要优势在于 “无需拆卸主机即可维护”,不*大幅提升了工业设备的运维效率,还降低了因停机导致的经济损失。通过对其结构组成、工作原理、应用场景与安装维护的深入解析,我们可以看到,剖分式密封的良好性能不*依赖于精确的设计与优良的材料,更离不开规范的安装操作与科学的维护管理。在未来,随着材料技术、结构设计与智能化技术的不断进步,剖分式机械密封将在更普遍的工业领域发挥作用,为大型化、高参数化工业设备的稳定运行提供更可靠的密封保障。贵州剖分式机械密封制造剖分式机械密封径向跳动量允许值≤0.5mm,对设备振动有较强耐受性。
安装前的准备工作:彻底检查与清洁:密封腔体检查: 在安装新密封前,必须对设备的密封腔(或称密封箱)进行彻底检查。确保腔体内壁光滑,无划痕、锈蚀、毛刺或任何可能损伤密封元件的缺陷。任何微小的瑕疵都可能在高速旋转下对密封面造成致命伤害。极好清洁: 这是较关键的一步。必须使用无绒布和专门使用清洗剂(如酒精等,需与密封材质兼容)仔细清洗轴/轴套、密封腔体以及所有压盖螺栓孔。确保没有任何灰尘、金属碎屑、旧密封垫片残留或油污。任何微小的颗粒物都可能成为泄漏点或磨损源。
标准化安装流程:1. 预装配阶段:轴处理:采用砂带打磨去除轴表面氧化层,粗糙度Ra≤0.4μm;定位基准:在轴端面加工3mm宽的定位槽,确保密封组件周向定位精度;润滑处理:在O型圈接触面涂抹含二硫化钼的锂基脂,摩擦系数降低至0.08;2. 主体安装:采用"三段式敲击法"确保剖分面紧密贴合:初始定位:使用铜锤轻击密封体1/3周长,间隙控制在0.05-0.1mm;中段加固:采用液压拉伸器施加50kN预紧力,持续10分钟;较终校准:用激光对中仪检测密封面平行度,误差≤0.02mm;某造纸厂真空泵密封安装时,通过在剖分面间嵌入0.05mm铜箔进行间隙补偿,使泄漏量从15mL/h降至2mL/h。3. 辅助系统连接:冲洗系统:配置流量5-10L/min的循环装置,压力比密封腔高0.1-0.2MPa;冷却系统:采用双回路设计,确保介质温度稳定在40-60℃;监测系统:安装振动传感器和温度探头,设置轴向位移报警阈值0.08mm。配备辅助密封圈(如O形圈、V形圈),防止介质从剖分处渗漏。
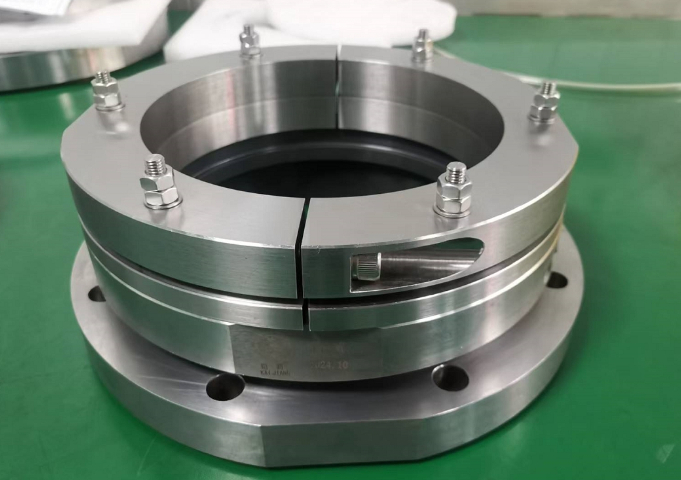
安装注意事项:动静环安装:将动环组件套在轴套上,调整轴向位置,确保动静环端面贴合;安装弹簧与推环,保证弹簧压缩量符合设计要求(通常为 5-10mm),避免弹簧力过大或过小;安装静环组件,固定防转销,确保静环无周向转动。密封腔组装:将密封单元装入设备壳体密封腔,均匀拧紧壳体螺栓,避免密封单元偏心;连接辅助系统(如冷却水管、冲洗管),检查管路是否通畅,无泄漏。试运行检查:设备启动前,手动盘车,检查密封是否有卡滞现象;启动设备后,观察密封端面温度(≤80℃,与环境温差≤40℃)与泄漏量(≤10mL/h),运行 1-2 小时无异常后,方可投入正常运行。剖分式密封的动环与轴之间采用间隙配合,避免热膨胀卡滞。贵州剖分式机械密封制造
适用于轴套安装,无需加工轴,降低设备改造难度。贵州剖分式机械密封制造
密封可靠性更高,减少突发泄漏风险。剖分式密封的剖分面经过精密加工与多重密封设计,其密封性能与整体式密封相当,甚至在部分工况下更优。例如,在存在轻微轴跳动的设备中,剖分式密封的弹性补偿机构可通过自适应调整,更好地贴合端面,减少泄漏;而传统整体式密封若轴跳动过大,易导致端面贴合不良,引发泄漏。此外,剖分式密封的拆装过程简单,可减少因安装失误(如密封端面划伤、密封圈损坏)导致的泄漏风险,提高设备运行的稳定性。贵州剖分式机械密封制造