商机详情 -
重庆四氟金属波纹管机械密封尺寸
摩擦副端面:检查动环、静环的密封端面。这是密封的心脏,端面必须是一定平整、光洁如镜的。任何细微的划痕、崩边、点蚀或污渍,都会破坏液膜的完整性,导致泄漏或异常磨损。四川川奥的密封端面在出厂前均经过超精研磨,检查时严禁用手指直接触摸,应佩戴洁净的橡胶或塑料手套,或使用无绒布。辅助密封圈:检查所有O形圈、V形圈等弹性体部件。确认其材质与介质相容,且表面光滑、无飞边、无划伤、无长久变形或老化迹象(如变硬、发粘、龟裂)。清洁:用洁净的、不与密封部件及工艺介质发生反应的清洗剂(如无水酒精,注意安全)和无纺布或无绒布,彻底清洗所有部件,特别是密封端面和安装配合面。确保无油脂、无灰尘、无纤维残留。清洗后,将部件放置在洁净的聚乙烯袋或专属容器中待用。对轴(轴套)的窜动量有更好的适应性,降低了设备制造精度要求。重庆四氟金属波纹管机械密封尺寸

密封腔体检查:清洁度:彻底清理密封压盖和密封腔内部。移除所有旧填料、密封残留物、铁屑、焊渣和污垢。这是较易被忽视但导致失效较常见的原因之一。端面垂直度与同轴度:检查密封压盖与轴线的垂直度,以及密封腔与轴的同轴度。可使用百分表测量,偏差过大(通常要求≤0.10mm)会迫使密封在不正常的角度下工作,产生不均匀的端面磨损和应力集中。冷却/冲洗接口:确认与辅助系统(如Plan 11, 21, 23, 52, 53等)连接的冲洗、冷却、排气接口畅通、清洁,螺纹完好。福建旋转金属波纹管机械密封价位密封端面受力均匀,追随性好,在设备振动或波动工况下仍能保持良好的贴合。
制造工艺与质量控制:先进的制造工艺是产品质量的保证,川奥建立了完整的质量保障体系:精密制造能力:引进德国通快激光焊接机,焊缝熔深控制精度达±0.02mm;采用日本马扎克五轴加工中心,关键尺寸公差控制在IT5级。特种工艺技术:自主研发的波纹管液压成型工艺,壁厚均匀性达95%以上;真空热处理技术使材料性能一致性达到99.8%。检测体系完善:拥有三坐标测量机、圆度仪、表面轮廓仪等先进检测设备50余台套;100%进行氦质谱检漏测试,泄漏率≤1×10⁻⁹ Pa·m³/s。质量认证全方面:通过ISO9001、ISO14001、ISO45001三体系认证;API 682认证产品覆盖Plan 01至Plan 76所有方案。
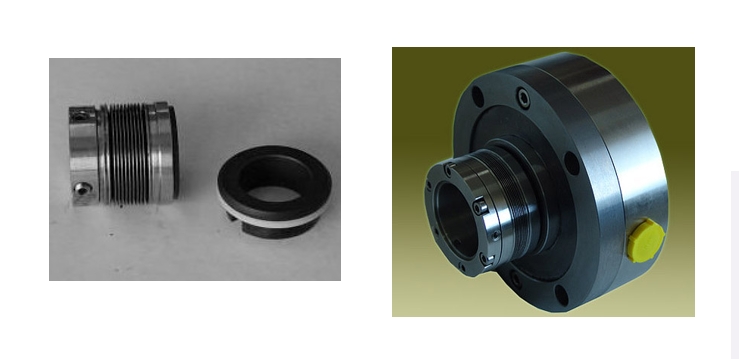
部件检查与确认:在打开包装、接触密封件之前,这是头一道也是较重要的防线。完整性核验:拆开包装后,对照产品图纸或供货清单,仔细核对所有部件是否齐全,包括密封本体、垫片、紧固件、定位工具等。确认波纹管组件(动环部分)与静环组件(密封座部分)型号匹配。外观与清洁度检查:在光线充足、洁净无尘的环境下,仔细检查所有密封部件。波纹管:用肉眼或低倍放大镜检查波纹管每一道波峰、波谷,确保无任何凹陷、裂纹、焊接缺陷或异常变形。特别注意波纹管根部与端盖、动环座的焊接区域,必须完整、光滑,无焊渣或气孔。用手轻轻沿轴向拉伸和压缩波纹管(力度需极轻),感受其弹性是否均匀、顺畅,有无卡涩感。采用等离子喷涂技术提高级面硬度。
优异的抗振动与补偿性能,使其适配复杂运行工况。搅拌器运行时的轴振动、轴向窜动是密封面磨损的主要诱因,传统密封的弹簧补偿响应滞后,易导致密封面脱离。川奥密封的金属波纹管采用精密成型工艺,将径向跳动量控制在0.02mm以内,具有极好的浮动性和随机补偿性,能实时跟随轴的振动与窜动调整密封面贴合状态。在某石化企业的大型搅拌器上,设备运行时轴振动幅度达0.1mm,传统密封每周需停机维护,而川奥密封的金属波纹管产品连续运行3个月,密封面磨损量不足0.01mm,大幅提升了设备稼动率。可定制波纹管材料与涂层,以应对极端腐蚀与磨损的复合工况。河南高压金属波纹管机械密封供应商
采用激光焊接工艺,确保波纹管连接处无泄漏。重庆四氟金属波纹管机械密封尺寸
高压含颗粒——煤化工黑水循环泵。工况标签:压力5.5 MPa、温度120 ℃、固含量20%、Cl⁻ 6000 ppm。痛点:固体颗粒冲刷+氯离子应力腐蚀叠加,普通双端面密封平均寿命45天。川奥方案:整体烧结SiC动环+旋转波纹管结构,利用离心力“自清洗”,颗粒不易沉积;波片表面激光熔覆Ni-WC涂层,硬度提高到HV1200,抗冲刷能力提升4倍;外接32 ℃清洁阻封水,压力比泵腔高0.15 MPa,形成“正压屏障”,颗粒无法进入密封面。运行结果:内蒙古某煤制烯烃项目2018年投用至今,密封MTBF(平均无故障时间)达到26个月,创国内黑水泵密封较长纪录。重庆四氟金属波纹管机械密封尺寸