商机详情 -
云南双端面泵用机械密封厂商
泄漏原因:安装静试时泄漏。机械密封安装调试好后,一般要进行静试,观察泄漏量。如泄漏量较小,多为动环或静环密封圈存在问题;泄漏量较大时,则表明动、静环摩擦副间存在问题。在初步观察泄漏量、判断泄漏部位的基础上,再手动盘车观察,若泄漏量无明显变化则静、动环密封圈有问题;如盘车时泄漏量有明显变化则可断定是动、静环摩擦副存在问题;如泄漏介质沿轴向喷射,则动环密封圈存在问题居多,泄漏介质向四周喷射或从水冷却孔中漏出,则多为静环密封圈失效,此外,泄漏通道也可同时存在,但一般有主次区别,只要观察细致,熟悉结构,一定能正确判断 。机械密封的弹簧应定期检查其弹性和腐蚀情况。云南双端面泵用机械密封厂商

针对机械密封处出现的渗漏水问题,我们可以从以下几个方面进行排查和解决:第一种可能性是机封的动、静环平面出现磨损。这种情况可能由以下几个因素造成:1.安装过紧。若观察到机械密封的动静环平面有严重烧焦现象,平面发黑并有深痕迹,且密封橡胶变硬失去弹性,这可能是由于安装过紧导致的。解决方法:适当调整安装高度确保叶轮安装后,弹簧在拔动后有足够的张力,松开后能复位,并留有2-4MM的移动空间。2.安装过松。如果机封的动、静环平面表面覆盖有薄水垢,能轻易擦去且无明显磨损,这可能是弹簧失去弹性或装配不良,或电机轴向窜动所致。云南双端面泵用机械密封厂商泵用机械密封的冲洗计划应根据介质特性定制。
由于介质引起的渗漏:(1)大多数潜污泵机械密封拆解后,静环和动环的辅助密封件无弹性,有的已经腐烂,造成了机封的大量渗漏甚至有磨轴的现象。由于高温、污水中的弱酸、弱碱对静环和动环辅助橡胶密封件的腐蚀作用,造成了机械渗漏过大,动、静环橡胶密封圈材料为丁腈—40 ,不耐高温,不耐酸碱,当污水为酸性碱性时易腐蚀。对策:对腐蚀性介质,橡胶件应选用耐高温、耐弱酸、弱碱的氟橡胶。(2)固体颗粒杂质引起的机械密封渗漏如果固体颗粒进入密封端面,将会划伤或加快密封端面的磨损,水垢和油污在轴(套)表面的堆积速度超过摩擦副的磨损速度,致使动环不能补偿磨耗位移,硬对硬摩擦副的运转寿命要比硬对石墨摩擦副的长,因为固体颗粒会嵌入石墨密封环的密封面内。对策:在固体颗粒容易进入的位置应选用碳化钨对碳化钨摩擦副的机械密封。
机械密封处出现的渗漏水问题可能由以下几个因素造成:1.水质差含颗粒。水质不佳,含有小颗粒及高浓度的盐酸盐,会导致机械密封平面磨损或表面拉伤,形成沟槽或环沟。解决方法:改善水质或介质条件,必要时更换机械密封;2.缺水运行造成干磨损坏。这种情况常见于底阀式安装形式的泵,由于进口处负压或进水管内存在空气,导致泵腔内空气无法排出。开机后,机械密封在高速运转时因摩擦产生高温而无法得到冷却,导致密封面烧焦、橡胶变硬开裂。解决方法:排除管道及泵腔内的空气,并更换机械密封。3.气蚀。气蚀现象主要出现在热水泵中。由于介质温度过高产生蒸汽,蒸汽进入泵腔内高处无法排出,导致机械密封在缺水状态下运行,从而造成干磨失效。解决方法:在泵上安装自动排气阀,并更换机械密封。离心泵机械密封的更换,对于确保泵的较佳性能和较长使用寿命至关重要。一些危险信号暗示,可能是时候更换失效的机械密封了。幸运的是,机械密封更换过程相对简单。机械密封的O型圈老化会降低密封性能。
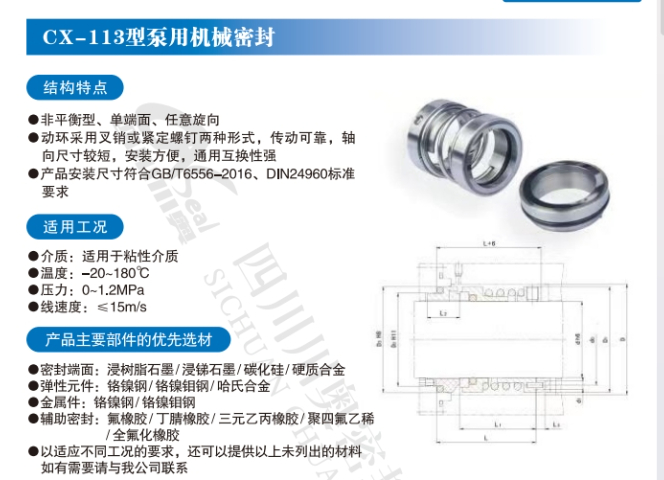
由于压力产生的渗漏:(1)高压和压力波造成的机械密封渗漏由于弹簧比压力及总比压设计过大和密封腔内压力超过3MPa时,会使密封端面比压过大,液膜难以形成,密封端面磨损严重,发热量增多,造成密封面热变形。对策:在装配机封时,弹簧压缩量一定要按规定进行,不允许有过大或过小的现象,高压条件下的机械密封应采取措施。为使端面受力合理,尽量减小变形,可采用硬质合金、陶瓷等耐压强度高的材料,并加强冷却的润滑措施。(2)真空状态运行造成的机械密封渗漏泵在起动、停机过程中,由于泵进口堵塞,抽送介质中含有气体等原因,有可能使密封腔出现负压,密封腔内若是负压,会引起密封端面干摩擦,内装式机械密封会产生漏气(水)现象,真空密封与正压密封的不同点在于密封对象的方向性差异,而且机械密封也有其某一方向的适应性。对策:采用双端面机械密封,这样有助于改善润滑条件,提高密封性能。机械密封的磨损程度直接影响泵的运行效率。重庆离心泵用机械密封参考价
泵用机械密封的类型应根据介质特性和操作条件选择。云南双端面泵用机械密封厂商
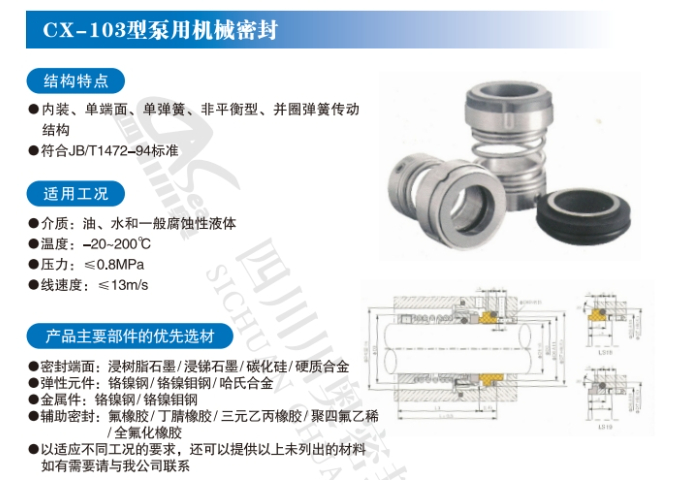
单弹簧式和多弹簧式机械密封,补偿机械中只有一个弹簧的称为单弹簧式机械密封或大弹簧式机械密封,如图5(a)所示;补偿机构中含有多个弹簧的称为多弹簧式机械密封或小弹簧机械密封,如图5(b)所示。单弹簧式机械密封端面上的弹簧压力,尤其在轴径较大时分布不均,多弹簧式机械密封的弹簧压力分布则相对比较均匀。因此,单弹簧式机械密封常用于较小轴径(80~150mm),而多弹簧式的弹簧直径小,当有腐蚀或结晶颗粒聚集而引起弹簧失效时,可采用单弹簧式机械密封。云南双端面泵用机械密封厂商