商机详情 -
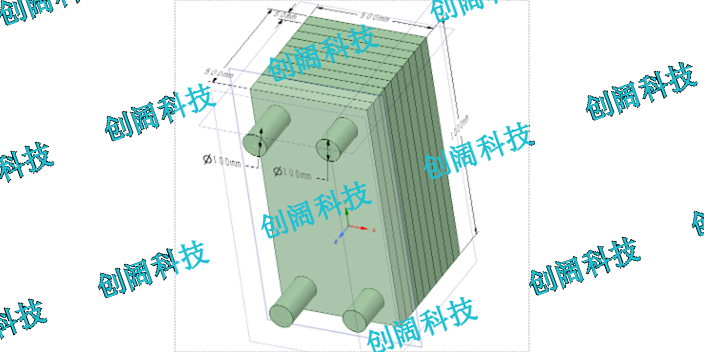
常州铝合金微通道换热器
创阔能源科技制作的板式换热器.重量轻,板式换热器的板片厚度为1MM,而管壳式换热器的换热管的厚度为,管壳式的壳体比板式换热器的框架重得多,板式换热器一般只有管壳式重量的1/5左右,采用相同材料,在相同换热面积下,板式换热器价格比管壳式约低百分之四十~百分之六十,热损失小,板式换热器只有传热板的外壳板暴露在大气中,因此板式换热器散热损失可以忽略不计,也不需要保温措施。而管壳式换热器热损失大,需要隔热层。换热器是实现将热能从一种流体传至另一种流体的设备。在简单的换热器中,热流体和冷流体直接混合在一起;比较常见的换热器是热、冷两种流体在换热器中被隔板分开,由于两侧热流体和冷流体的温度差,会形成热交换,即初中物理的热平衡,高温物体的热量总是向低温物体传递,这样就把热侧热量交换给了冷侧,有时我们又称换热器为热交换器。创阔科技加工微通道换热器,微米级等多种结构。常州铝合金微通道换热器
微通道换热器
创阔科技微通道是微型设备的关键部位。为了满足高效传热、传质和化学反应的要求,必须实现高性能机械表面的加工制造,其中包括金属材料制造各种异形微槽道的技术,金属表面制造催化剂载体的技术等。常规微系统微通道的加工制造技术主要有以下4大类:(1)IC技术:从大规模集成电路(IC工艺)发展起来的平面加工工艺和体加工工艺,所使用的材料以单晶硅及在其上形成微米级厚的薄膜为主,通过氧化、化学气相沉积、溅射等方法形成薄膜;再通过光刻、腐蚀特别是各向异性腐蚀、层腐蚀等方法形成各种形状的微型机械。虽然IC工艺的成熟性决定了它目前在微机械领域中的主导地位,但这种表面微加工技术适合于硅材料,并限于平面结构,厚度很薄,限制了应用范围。浙江微通道换热器厂家供应微通道通过各向异性的蚀刻过程可完成加工新型换热器。
“创阔科技”反应器既可在研发中用于多功能合成工艺评估平台,也可用于小批量定制化学品的迅速生产,因为它具有80吨的液体年通量能力.“创阔科技”反应器较多用于研究院所,高校和企业的实验室,致力于“连续流”化学合成反应工艺方面的研究和开发。“创阔科技”微通道连续流反应器成功应用于多种反应金属有机多步化学合成:应对不稳定中间产物难题。气-液-固浆状流,选择性加氢:高转化率,选择性好。二肽合成:选择萃取和连续反应耦合提高产品提取率。光化学合成反应(氯化、溴化等):易于控制,提高收率。简化传统的磺化反应:采用工业硫酸,无需SO3也能达到高收率。格氏试剂制备:易于精确控制,提高下游产品纯度。低温反应:-50°C的反应在0°C完成不影响收率,-20°C的反应能在常温下实现。贝克曼重排反应:工艺稳定,收率提高。选择性硝化反应:减少溶剂用量,提高收率,更安全环保。过氧化物合成:高效安全,可以在线生产,很好改善过氧化物物流过程和成本。气-液两相(纯氧)氧化反应:操作安全,传质效率高,选择性好,溶剂用量少。酯化和水解反应:高效稳定,收率好。高效性:独特的微通道设计,传质效率是釜式反应釜的10到100倍以上。
创阔能源科技制作微反应器的特点,小试工艺不需中试可以直接放大:精细化工行业多数使用间歇式反应器。小试工艺放大到大的反应釜,由于传热传质效率的不同,工艺条件一般都要通过实验来修改以适应大的反应器。一般的流程都是:小试"中试"大生产。而利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试比较好反应条件不需要做任何改变就可以直接进入生产。因此不存在常规反应器的放大难题。从而大幅度缩短了产品由实验室到市场的时间。这一点对于精细化工行业,尤其是惜时如金的制药行业,意义极其重大。多结构型换热器创阔科技。
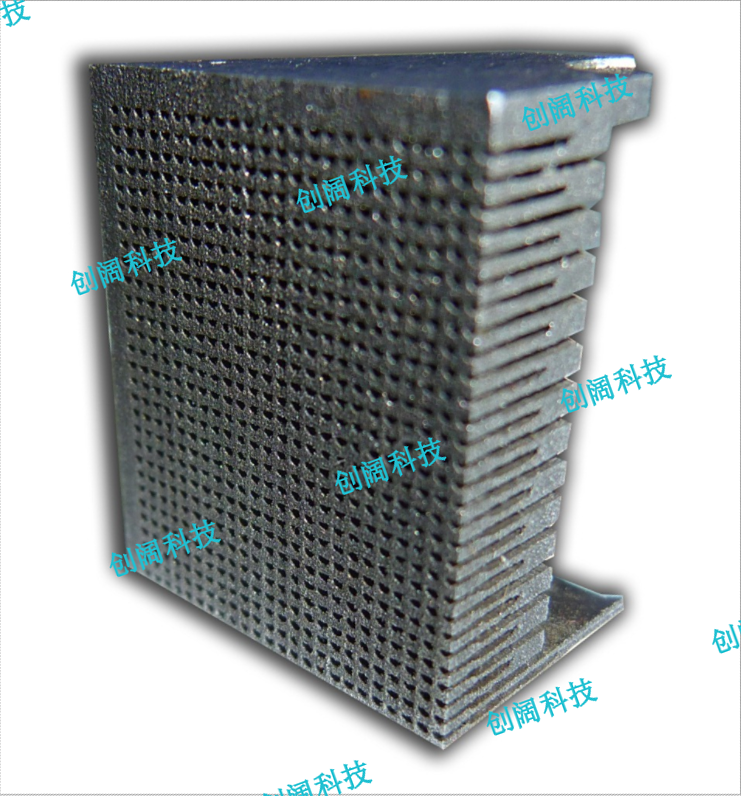
创阔科技致力于加工微通道换热器根据其流路型式又称平行流换热器,较早出现在电子领域。随着科技的进步和加工手段的更新,电子产品集成化程度越来越高,电子元件的散热就成为了棘手的问题。于是人们将微技术也应用到了散热器方面。微通道技术可以提高过程机械装置的传热和传质效率,由于尺寸较小,面积体积比增大,表面作用增强,从而导致传递效果有明显的增强,比常规尺寸提高了2~3个数量级,微通道换热器的良好性能使其应用领域迅速扩大,人们开始将微通道换热器应用在汽车领域。现阶段汽车空调的冷凝器以及蒸发器都在使用微通道换热器。它质量轻、换热系数高、耐腐蚀的特点正好满足了汽车空调对于高性能换热器的需求。高效液冷换热器,多结构多介质换热器,设计加工找创阔科技。杨浦区紧凑型多结构微通道换热器
紧凑型微结构换热器创阔科技。常州铝合金微通道换热器
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。常州铝合金微通道换热器