商机详情 -
河南3K斜纹碳纤维异形件设计标准
碳纤维异形件的生产过程注重精度控制,能满足各种严格的尺寸要求,确保产品与其他部件的配合。在模具设计阶段,技术人员会通过三维建模软件对异形结构进行细致建模,计算每个曲面、拐角的参数,确保异形结构的每一处细节都无误,为后续的成型工艺奠定良好基础。在成型过程中,借助先进的监测设备实时调控温度、压力、固化时间等参数,避免因参数波动导致的尺寸偏差,保证零件的尺寸精度控制在微小范围内。例如在精密仪器的异形导轨部件中,对尺寸精度的要求极高,偏差可能影响仪器的运行精度,而碳纤维异形件通过严格的生产控制,尺寸精度可控制在0.1毫米以内,确保导轨与滑块之间的配合间隙均匀,保证设备运行时的顺畅性,为高精度操作提供了可靠保障,提升了精密仪器的测量和加工精度。该材料为智能音响系统提供振动抑制基座与声学性能优化方案。河南3K斜纹碳纤维异形件设计标准
碳纤维异形件
碳纤维异形件的表面经过特殊硬化处理后,耐磨损性能得到提升。在设备运行过程中,即使与其他部件发生轻微摩擦,也不易出现划痕或表层脱落,能长期保持部件的结构完整性,减少因磨损导致的尺寸变化。在设备运行产生噪音的环节,碳纤维异形件的纤维结构能起到一定的吸音作用。当部件之间因振动产生接触时,其材质的柔韧性可减少刚性碰撞带来的噪音,为设备运行创造相对安静的环境,尤其适合对噪音敏感的办公或实验室场景。对于采用模块化设计的设备,碳纤维异形件可作为通用连接件适配不同模块。其标准化的接口设计能与多个功能模块实现快速对接,便于设备根据使用需求进行模块更换或升级,提高了设备的灵活扩展性。碳纤维异形件在成型后无需复杂的后处理工序,可直接进行装配。这种即产即用的特点缩短了从生产到装配的间隔时间,加快了设备的生产进度,为企业快速响应市场订单提供了支持。在湿度较高的环境中,碳纤维异形件不易受潮变形,也不会像金属部件那样出现锈蚀现象。这一特性让它能在潮湿的车间、地下机房等环境中稳定使用,保障设备在特殊环境下的正常运行。广西耐腐蚀碳纤维异形件公司碳纤维异形件在医疗设备中提供了无磁、透X光的优异特性。

碳纤维复合材料的内在特性为其异形结构设计提供了天然优势。其各向异性特点意味着力学性能随纤维方向变化,这恰好契合了异形件不同部位受力方向各异的需求。设计师能够依据部件的具体形态和载荷分布,精心规划纤维的铺设角度与层数,在需要的位置定向增强,在非关键区域适当减薄。这种“按需分配”的材料使用方式,在实现可观减重的同时,确保了整体结构的安全裕度。此外,碳纤维良好的抗疲劳性和耐腐蚀性,使复杂形状的部件在长期使用或恶劣环境下仍能保持性能稳定,减少维护需求,延长使用寿命。这种材料特性与设计自由度的高度融合,是碳纤维异形件区别于传统均质材料构件的根本所在。
树脂传递模塑(RTM)是制造中等复杂度、中等批量碳纤维异形件的常用工艺。其基础步骤:将干燥的碳纤维预制体(织物、缝合件、3D编织体)稳妥放入闭合模具中;合模并施加适当锁模力;在压力下将低粘度树脂注入模腔,浸润纤维;加热模具使树脂固化;脱模得到净形或近净形部件。RTM优点包括:双面光洁度好;纤维体积含量可控且较高;可集成嵌件;挥发性有机物(VOC)排放较低。其变种高压RTM(HP-RTM)和压缩RTM(C-RTM)能缩短周期、改善纤维浸润。RTM成功的关键在于:可靠的预制体设计与放置;优化的模具设计和流道/排气系统规划,确保树脂均匀充满模腔无干斑;匹配的树脂粘度与固化特性;以及严格的工艺参数控制(压力、温度、注射速度)。适用于汽车部件、无人机机体等应用。碳纤维异形件的批量化生产依赖于成熟的自动化制造工艺。
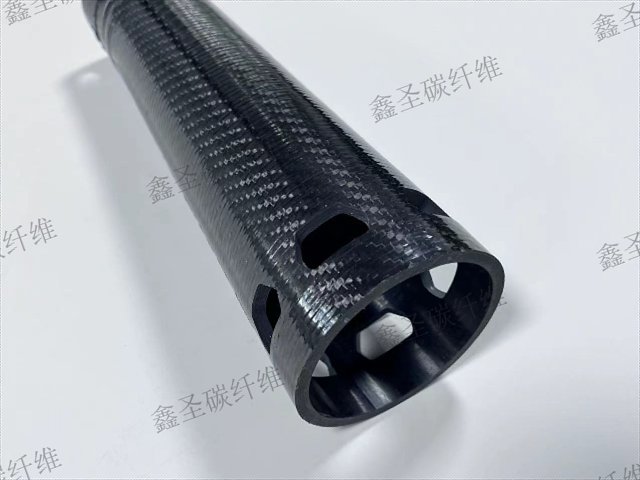
通过立体编织与热成型工艺,碳纤维异形件实现传统材料难以达成的曲面、镂空及多角度结构。其主要价值在于融合轻量化与空间适应性,为特殊功能需求提供解决方案。交通设计创新新能源汽车的电池包曲面外壳贴合底盘轮廓;轨道交通的弧形灯罩与人体工学扶手骨架,兼顾轻量与乘坐舒适。设备功能适配医疗CT设备的弧形探测器支架匹配设备结构;自动化机械臂的镂空防护罩实现轻量化散热。消费体验升级智能眼镜的仿生镜腿曲线贴合耳部轮廓;降噪耳机的异形声腔优化气流路径,提升音质表现。建筑艺术表达展馆建筑的曲面遮阳系统形成自支撑造型;艺术装置的编织纹理融合光影与结构特性。碳纤维异形件为地外建造系统提供模块化结构的快速部署方案。河南3K斜纹碳纤维异形件设计标准
该部件为工业机械臂带来必要的轻量化与刚性提升。河南3K斜纹碳纤维异形件设计标准
大型或极复杂碳纤维异形件常需分体制造再装配,可靠性管控是重要挑战。首要环节是分体设计:合理划分部件边界,考虑结构强度、装配可达性、工装可行性;在接合面设计定位基准(如销孔、榫卯);明确装配公差要求。模具制造可靠性是基础,需确保各分体模具的基准统一和尺寸可靠。制造过程控制:严格控制各分体的固化变形(通过工艺仿真预测和模具补偿);固化后需进行可靠的三坐标测量(CMM)或激光扫描,获取实际几何数据。装配阶段:使用可靠定位工装和夹具;依据实测数据可能进行选配或微量修整;采用激光跟踪仪等设备监控装配位置。关键连接(胶接或螺栓)需按规程操作并记录参数。整体尺寸验证不可或缺。通过设计、制造、检测、装配全链条的可靠性协同控制,才能实现分体异形件的可靠集成。
河南3K斜纹碳纤维异形件设计标准