商机详情 -
重庆CCD轴找正仪
HOJOLO轴正仪-工业级移动终端与智能交互硬件设计:IP54防护:抗油污、粉尘的ABS外壳,适应-10℃~+55℃宽温环境,满足风电塔筒、石化车间等复杂场景需求。超长续航:锂离子电池单次充电续航8小时,支持连续作业;快速充电技术实现“充电半小时,工作6小时”。交互创新:英寸触控屏:图形化界面支持“尺寸-测量-结果”三步法操作,3D动态视图实时显示对中状态,颜色分级(绿/黄/红)直观反馈偏差等级。智能调整建议:水平调整时提供实时垫片计算,垂直校正时自动生成调整量方案,减少人为误差并提升效率70%。六、数字孪生与全生命周期管理数据架构:本地存储:支持1000组数据存储,包含对中偏差、热像图、振动频谱等多维信息。云端扩展:通过USB导出含热力图、振动频谱的智能诊断报告,并提供数字孪生接口接入企业ERP/MES系统,实现设备健康数据的长期追踪与趋势分析。维护模式升级:某电力机组通过振动频谱分析提前发现轴承缺陷,避免非计划停机,年维护成本降低45%。技术协同与行业价值这些技术并非孤立存在,而是通过三维诊断逻辑深度协同:激光对中提供几何精度基准,红外热成像揭示热故障根源,振动分析捕捉动态异常。 汉吉龙激光对中扫描系统在长轴设备校准中的独特优势。重庆CCD轴找正仪
轴找正仪
预测性维护与数据管理ASHOOTER的智能报告生成与历史数据追溯功能为机床全生命周期管理提供支持:故障预警与分析:内置算法模型可根据对中偏差、温度热点、振动频谱自动生成诊断报告。例如,某加工中心主轴振动频谱显示1000Hz频段加速度值超标(1.5g),结合热成像发现轴承温度85℃(正常<60℃),系统自动判定轴承磨损并建议更换,避免了主轴抱死事故。工艺参数优化:存储1000组测量数据并关联加工参数,例如某叶轮加工案例中,通过分析多次校准数据,优化C轴旋转速度与进给率匹配关系,加工效率提升20%,刀具寿命延长30%。河南HOJOLO轴找正仪HOJOLO轴对中激光仪:工业轴系对中的 “标准化工具”。
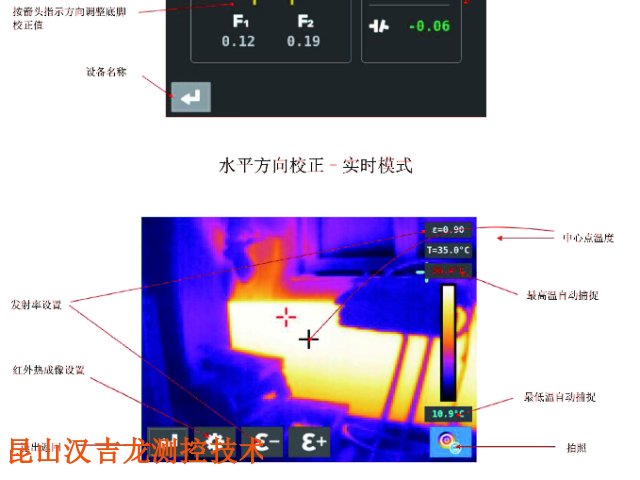
多维度同步诊断能力ASHOOTER集成**红外热成像(160×120像素)与振动分析(10Hz-14kHz频谱)**功能,形成“几何精度-温度场-振动特征”的三维诊断体系:热变形补偿:实时监测主轴轴承、丝杠螺母副的温度分布,例如某立式加工中心主轴在高速运转时温升达40℃,ASHOOTER通过热成像定位热点并生成冷态预调整方案,使热态加工误差减少80%。动态振动监测:通过FFT频谱分析识别轴系不平衡(2X频率异常)、联轴器不对中(1X幅值升高)等问题。例如,某车铣复合机床C轴旋转时振动速度达12mm/s(超标),ASHOOTER结合激光对中数据快速定位齿轮箱安装偏差,校准后振动有效值降至3mm/s。
激光轴同心度检测仪(如ASHOOTER系列)的测量误差计算需结合设备原理、测量参数及误差来源,通过多维度分析评估,**终得到综合误差结果。以下从误差来源、计算步骤、关键参数及实例说明四部分详细介绍:一、测量误差的**来源激光轴同心度检测仪的测量误差由系统误差、随机误差和环境误差共同构成,具体包括:系统误差:设备固有精度(如激光波长稳定性、CCD探测器分辨率)、夹具安装偏差(夹爪与轴的同心度误差)、基准轴校准偏差等。随机误差:多次测量中因振动、气流扰动、操作手法细微差异导致的数值波动。环境误差:温度变化(导致工件/设备热胀冷缩)、湿度(影响激光传播)、电磁干扰(影响传感器信号)等。三、实例说明以ASHOOTERAS500测量某钢轴(长度L=500mm)为例:标准件对比:标准轴径向偏差,测量值→Δ_系统_r=。5次重复测量径向偏差:、、、、→μ_r=,σ_r≈→Δ_随机_r=3×≈。环境温差Δt=5℃→Δ_T=×10⁻⁶/℃×500mm×5℃≈→Δ_环境_r≈。总径向误差=√(²+²+²)≈。四、注意事项优先通过标准件校准(如已知偏差的精密轴)验证设备误差,减少系统误差影响。多次测量时需保持环境稳定(温度波动≤2℃,振动≤),降低随机误差和环境误差。轴对中测量仪的参数:精度、重复性与分辨率。

AS500旋转轴校心仪适用于多种工业设备的校准,主要包括以下几类:电机与泵组:电机和泵是工业领域中最常见的设备组合,二者轴对中精度对设备运行效率和寿命至关重要。AS500可精确测量轴的偏移量和角度偏差,指导调整垫片或地脚螺栓,确保轴系对中精度,减少因不对中导致的机械磨损、振动噪音和能耗损失。风机:风机在运行过程中,叶轮的平衡状态和轴的对中情况会影响其性能和稳定性。AS500能对风机叶轮进行平衡校准,通过振动分析识别不平衡等故障,还可监测风机轴承状态,提前发现潜在问题,保障风机正常运行。ASHOOTER 激光联轴器找正仪。河南HOJOLO轴找正仪
SYNERGYS轴对中记录仪。重庆CCD轴找正仪
车铣复合机床多轴同步优化某汽车零部件厂车铣复合机床在加工变速箱壳体时,出现多轴联动轨迹偏差。ASHOOTER校准步骤如下:直线轴校准:X/Y/Z轴直线度误差从0.03mm/m分别降至0.006mm/m、0.005mm/m、0.007mm/m。旋转轴联动测试:通过振动分析发现C轴旋转时存在周期性振动(频率与主轴转速一致),定位为齿轮箱啮合间隙过大,更换齿轮后振动有效值从8mm/s降至2mm/s。数据追溯:历史数据显示,机床长期加工导致丝杠螺母副磨损,通过ASHOOTER生成的补偿参数写入数控系统,加工零件位置精度从±0.05mm提升至±0.015mm。重庆CCD轴找正仪