商机详情 -
S和M振动激光对中仪使用方法
汉吉龙AS振动激光对中仪的操作流程主要包括操作前准备、设备安装与连接、测量与数据采集、调整设备以及结果验证与报告生成等步骤,具体如下:操作前准备工具与仪器配置:准备好汉吉龙AS振动激光对中仪、尼龙链条夹具、不锈钢垫片、扭矩扳手等工具。环境与设备状态确认:确保设备已停机并切断动力源,悬挂“禁止合闸”警示牌,设置半径2米的警示区域。用无水乙醇擦拭轴及联轴器法兰,确保无油污、锈迹。记录环境温度,若设备为热态运行,需启用热膨胀补偿算法,输入材料膨胀系数。设备安装与连接固定测量单元:将标有“S”的激光发射器固定在基准设备端,标有“M”的激光接收器固定在待调整端,根据轴径选用合适的磁性夹具、链条或V型支架,确保安装稳固且激光路径无遮挡。调整夹具水平:通过内置电子倾角仪校准,若倾角过大,需在夹具底部添加铜垫片。光路对齐:启动激光单元,手动微调三脚架高度或夹具角度,使M接收光斑位于窗口中心。设备连接:使用电缆或蓝牙连接显示单元与测量单元,确保接口标识匹配。开机后选择“水平轴对中”或“垂直轴对中”模式,输**轴器跨距、地脚间距等参数。 压缩机振动激光对中仪 针对压缩机高频振动,校准效果明显。S和M振动激光对中仪使用方法

对中偏差与振动频率的关联性校验系统内置的振动分析模块(ICP/IEPE加速度传感器,频响)可同步采集轴承座振动信号,通过FFT变换生成频谱图,与激光测量的对中偏差进行交叉验证:若激光显示“角度偏差”,且振动频谱中2倍转频幅值***升高(如>,远超ISO10816-3标准),则可确诊为“轴系不对中”,需优先调整;若激光对中合格(偏差<),但振动频谱出现高频冲击信号(>5kHz),则提示“轴承早期磨损”,避免误判为对中问题。某石化企业的离心压缩机运维中,AS500通过该逻辑发现:激光测量显示对中合格,但振动频谱中2倍转频仍超标,进一步检查发现联轴器弹性体老化导致“隐性不对中”,及时更换配件后振动值从。ASHOOTER振动激光对中仪保养减速机振动激光对中仪 针对减速箱振动,精确校准输入输出轴。

汉吉龙SYNERGYS振动激光对中低功耗仪通过智能电源管理架构与低功耗硬件设计的深度融合,实现了工业级长时间监测场景下的续航突破。其节能技术体系可概括为“三核驱动”模式:一、硬件级节能设计激光与传感器协同休眠采用法国SYNERGYTECH定制的双模式激光发射器:在测量间隙自动切换至“待机模式”,功耗从250mW降至8mW;配合MEMS振动传感器的动态阈值触发机制,*当振动幅值超过预设值时才唤醒全系统,实测可降低70%无效功耗。**级电源芯片方案**电路搭载瑞萨电子S128系列MCU瑞萨电子(RenesasElectronicsCorporation),集成深度睡眠模式(功耗<1μA)和快速唤醒技术(响应时间<10ms)。在连续监测场景下,系统可根据振动信号频率自动调节采样率:低频振动(<10Hz):采样间隔延长至500ms高频振动(>100Hz):启用20kHz高速采样这种自适应策略使平均功耗降低45%。
汉吉龙AS振动激光对中长距仪在长距离轴系校准领域展现出多项独特技术优势,其**竞争力体现在以下方面:一、高精度激光测量系统与长距离优化设计微米级精度激光测量采用635-670nm半导体激光发射器(CLASSⅡ级安全标准),搭配30mm视场的1280×960像素高分辨率CCD探测器,测量精度可达±。激光束通过特殊光学设计实现低发散角(<),在10米长距离下仍能保持光斑能量密度稳定,确保轴系偏差检测的准确性。例如,在风电塔筒顶部的发电机轴对中中,可精细识别。动态校准算法与环境补偿内置°精度数字倾角仪实时修正设备倾斜误差,±℃精度温度传感器自动补偿热胀冷缩效应。尤其在高温工况(如石化裂解炉旁的压缩机),系统可根据材料膨胀系数动态调整冷态预置偏差量,确保设备运行时轴系仍保持理想对中状态。抗振动干扰技术针对长轴系易受外界振动干扰的特点,采用振动频谱过滤算法,在数据采集时自动剔除环境振动噪声,保留真实轴系偏差信号。例如在船舶推进轴系校准中,即使船体晃动幅值达±2°,仍能稳定输出可靠测量结果。振动激光对中高温型 耐受设备高温辐射,振动校准不失效。
热态与冷态数据的一致性验证针对高温设备(如蒸汽泵、加热炉风机),AS500支持冷态预调整+热态复测的双重验证:冷态时,根据设备材质热膨胀系数(内置20余种数据库)计算预调整量,通过双激光束完成校准;设备运行至工作温度(如150℃)后,再次启动双激光测量与振动监测,对比热态对中偏差与振动幅值变化。若热态偏差≤±,则校准合格;若偏差超标,系统自动修正冷态预调整值,实现“热态精度闭环控制”。三、精度加倍的**应用价值1.高精密设备的校准刚需在数控机床主轴、风电齿轮箱等对精度要求苛刻的场景,AS500的双激光技术可将对中精度控制在±,配合振动验证,确保主轴径向跳动≤,齿轮啮合振动≤,***提升加工精度或发电效率。某风电企业使用AS500后,齿轮箱轴承寿命从18个月延长至36个月,运维成本降低40%。 汉吉龙SYNERGYS振动激光对中一键校准仪 简化操作流程,振动校准一键完成。S和M振动激光对中仪使用方法
振动激光对中诊断仪振动异常根源确定,校准直击问题。S和M振动激光对中仪使用方法
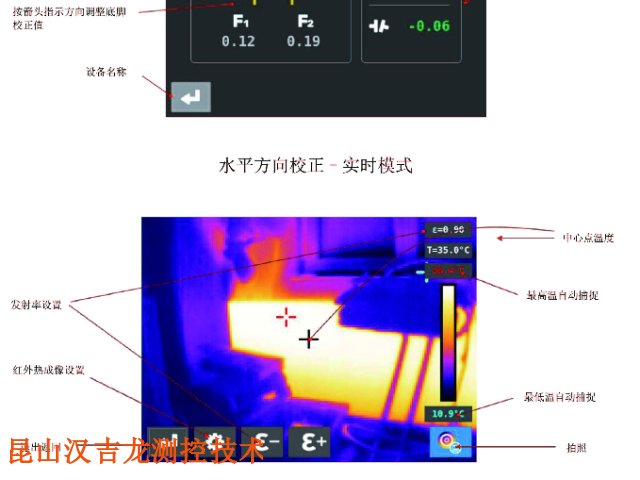
测量与振动分析冷态对中测量在界面点击“开始测量”,按提示盘动设备轴系(至少旋转3个位置,每转120°停顿一次,直至屏幕显示“测量完成”)。系统自动计算并显示水平/垂直方向的径向偏移(mm)和角度偏差(mm/m),通过3D动态视图直观呈现(绿色为合格,红色为超标)。振动信号采集点击“振动分析”,选择测量时长(通常10秒-1分钟),系统自动采集振动速度、加速度信号并生成时域波形与FFT频谱图。若2倍转频峰值突出(如幅值>),提示“轴系角度不对中”;1倍转频占比超70%,提示“可能存在不平衡”。软脚检测(关键步骤)选择“软脚检测”功能,按提示依次松开设备地脚螺栓,系统通过激光位移变化判断软脚位置及偏差值(单脚误差>)。对超标软脚,屏幕显示需增减的垫片厚度(如“地脚1:增加”)。 S和M振动激光对中仪使用方法