商机详情 -
AS100快速对中校正仪使用视频
红外热成像原理:部分快速对中校正仪集成红外热成像功能,如 AS 轴对中校准测量仪搭载 FLIR LEPTON 160×120 像素红外热像仪,热灵敏度高,测温范围广。其原理是利用物体表面温度不同而辐射出不同强度的红外线,通过红外热像仪捕捉设备表面的红外辐射,转化为可视的热图像,从而快速、直观地检测设备温度分布。通过对比设备对中前后的红外热图像,能够直观判断因轴系不对中导致的轴承、联轴器等部位过热现象,也可精细定位电机绕组短路、电气接头接触不良等非旋转部件的热缺陷。30 秒校准!快速对中校正仪,让设备从 “跑偏” 到 “精确” 一键到位。AS100快速对中校正仪使用视频
经过提纯的有效数据,会传输至仪器的**运算单元(通常为高性能MCU或FPGA芯片),通过“对中偏差**算法”实时计算出**终的偏差值,这是实现“实时显示”的**逻辑:1.**算法:基于“两点法”或“多点法”的偏差计算对中校正的本质是通过“轴系上两个点的位置”推算出“整个轴的偏差”,主流采用两类成熟算法,运算速度均在毫秒级(<10ms),确保实时性:两点法(简化算法):在主动轴、从动轴上各取1个测量点(共2个点),通过传感器采集这两个点在“水平、垂直”方向的位置坐标,再根据“两轴中心距”(提前输入仪器),计算出“径向偏差”(两轴中心点的距离差)和“角度偏差”(两轴轴线的夹角)。例:若主动轴测量点坐标为(X1,Y1),从动轴测量点坐标为(X2,Y2),中心距为L,则径向偏差=√[(X2-X1)²+(Y2-Y1)²],角度偏差=arctan[(Y2-Y1)/L](垂直方向角度)。多点法(高精度算法):在主动轴、从动轴上各取3-6个测量点(沿轴周向均匀分布,如0°、90°、180°、270°),采集所有点的位置坐标,通过“**小二乘法”拟合出“主动轴轴线”和“从动轴轴线”的空间直线方程,再计算两条直线的“平行偏移量(径向偏差)”和“夹角(角度偏差)”。转轴快速对中校正仪工作原理快速对中校正仪适用什么场景?

多层级存储介质,兼顾本地与云端安全为应对不同场景下的数据存储需求,AS校正仪通常采用“本地+云端”双重存储模式,平衡“即时调用”与“长期备份”:本地存储:仪器内置高稳定性存储芯片(如工业级SD卡、Flash存储器),支持离线存储数千组甚至数万组校准数据,满足现场无网络时的作业需求,且数据断电不丢失,运维人员可随时通过仪器屏幕调阅历史记录。云端存储(部分**型号支持):通过Wi-Fi/4G模块与企业MES系统、设备管理平台或AS**云平台对接,自动同步校准数据。云端存储不*能避免本地设备损坏导致的数据丢失,还能实现多终端(电脑、手机)访问,方便异地运维团队共享数据。
判断快速对中校正仪的测量精度是否符合要求,需结合校准标准、实际测试、性能参数验证等多维度开展,**是通过“量化验证”和“场景适配”确保精度满足设备对中需求(如电机、泵、压缩机等不同设备的对中公差要求差异较大)。以下是具体判断方法:一、优先核查“官方精度证明”:基础合法性验证仪器的“出厂精度”和“校准有效性”是判断精度的前提,需先确认两类**文件,避免使用未经校准或精度超标的设备:出厂精度参数表从厂商提供的技术手册中提取关键精度指标,重点关注与“对中需求直接相关”的参数,不同原理的仪器指标侧重不同:激光对中仪(**常用):需关注“径向偏差精度”“角度偏差精度”“距离测量精度”,例如标注“径向偏差±5μm±1%读数、角度偏差±°、测量距离”,需确认该指标是否覆盖自身设备的对中公差(如高转速设备通常要求径向偏差≤,低转速重载设备可放宽至)。红外/振动辅助型仪器:若涉及温度或振动关联精度,需额外核查“红外测温精度”(如±2℃或±2%读数)、“振动加速度精度”(如±5%读数),避免辅助功能精度拖垮整体对中结果。 快速对中校正仪:降低运维人员技能要求。
第二步:信号处理模块消除干扰,提纯有效数据工业现场的振动、电磁干扰(如电机电磁场)、温度变化会导致传感器采集的原始电信号包含“噪声”(无效干扰信号),若直接运算会导致偏差显示不准确。因此仪器内置实时信号处理模块,通过3类技术提纯数据:滤波处理:采用“数字低通滤波”或“自适应滤波”算法,过滤掉高频振动干扰(如设备运行时的1000Hz以上振动信号)和电磁噪声,保留与“轴系偏差”相关的有效信号(通常为低频信号,<100Hz)。温度补偿:传感器的灵敏度会随温度变化(如温度每升高10℃,灵敏度可能变化),仪器内置温度传感器,实时采集环境温度和探头温度,通过预设的“温度补偿算法”修正采集数据,避免因温度波动导致的偏差(如高温环境下,自动修正“因探头热胀冷缩导致的测量误差”)。数据校准:仪器出厂前会通过“标准轴系校准台”(精度达μm)进行标定,存储“传感器信号与实际偏差”的对应关系;采集过程中,会实时调用标定数据,将原始电信号转化为“真实的偏差值”(如将“”对应为“径向偏差”)。 快速对中校正仪使用感受怎么样?耦合快速对中校正仪怎么用
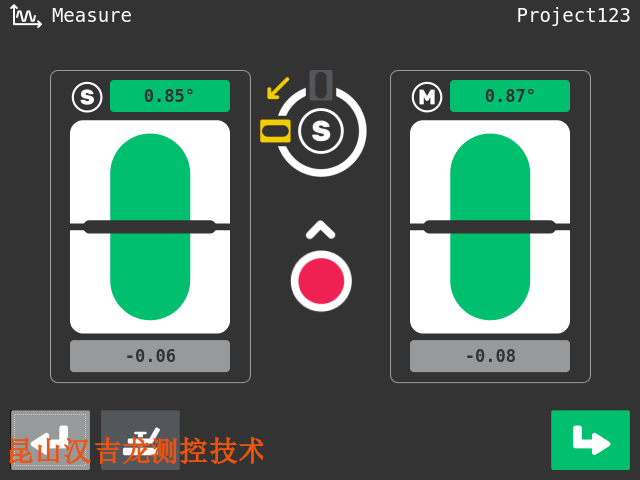
快速对中校正仪偏差实时显示的原理是什么?AS100快速对中校正仪使用视频
利用已知精度的标准工装或模拟对中装置,实际操作仪器进行测量,对比“仪器读数”与“标准值”的偏差,验证精度是否稳定。此方法贴近现场使用场景,更具实际参考意义:1.HOJOLO激光对中仪的标准件测试(**典型)准备“标准对中工装”(由固定基座、可调节的“模拟轴”、精度已知的“偏差调节机构”组成,如可精确设置“径向偏差、角度偏差°”),按以下步骤测试:步骤1:将仪器的发射端、接收端分别固定在标准工装的两个“模拟轴”上,按仪器操作流程完成安装校准;步骤2:通过工装调节机构,设置1~3个典型偏差值(如“径向°”“径向°”,覆盖自身设备的常见对中偏差范围);步骤3:记录仪器的“测量值”,与工装的“标准偏差值”对比,计算“偏差率”(偏差率=|测量值-标准值|/标准值×100%)。合格判定:偏差率需≤仪器出厂精度的“允差范围”,例如仪器标注径向精度±5μm,若标准值(100μm),测量值偏差需≤5μm,即偏差率≤5%,否则精度不达标。 AS100快速对中校正仪使用视频