商机详情 -
无线轴找正仪工作原理
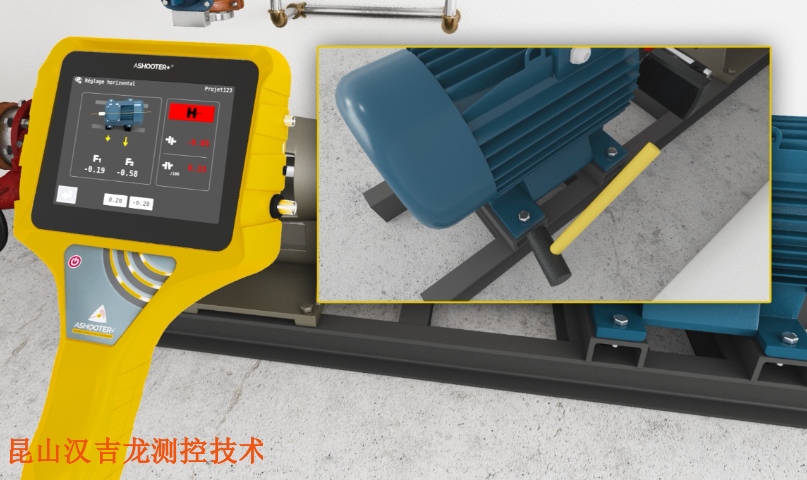
ASHOOTER系列激光轴对中系统的**技术融合了高精度激光测量、多维度状态监测与智能算法,形成了从几何精度到动态健康管理的全链条解决方案,具体包括以下六大**技术模块:一、双模激光传感系统技术构成:采用635-670nm半导体激光器与30mm高分辨率CCD探测器(分辨率),结合数字倾角仪实现无线测量。创新价值:微米级精度:通过激光束能量中心位移计算轴偏差,基础测量精度达±,较传统百分表提升100倍,尤其在5-10米长跨距场景中重复性误差小于。双光束动态补偿:双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差控制在±以内,解决高温工况下的动态形变问题。 ASHOOTER便携联轴器找正仪。无线轴找正仪工作原理
轴找正仪
隐性不对中的典型频谱特征1.静态对中合格但动态异常某石化企业离心泵冷态对中偏差<(达标),但运行时振动速度达8mm/s(超标)。AS500频谱分析显示:1X幅值升高:水平方向1X幅值6mm/s(正常<3mm/s),垂直方向,相位差120°。热膨胀补偿失效:红外热成像显示轴承温度75℃(正常<60℃),结合材料热膨胀系数(钢:11×10⁻⁶/℃),计算得热态偏差达,远超冷态调整量。2.多源信号融合诊断某风电齿轮箱轴系激光测量显示平行偏差(达标),但振动频谱出现以下特征:1X幅值异常:1X幅值5mm/s(正常<2mm/s),伴随2X幅值。相位差矛盾:联轴器两端相位差150°(理论应<90°),与激光测量结果不符。温度场佐证:红外热成像显示齿轮啮合区温度升高15℃,**终定位为齿轮箱箱体变形导致动态不对中。 工业轴找正仪装置昆山汉吉龙轴对中优化仪。
激光轴同心度检测仪(如ASHOOTER系列)的测量误差计算需结合设备原理、测量参数及误差来源,通过多维度分析评估,**终得到综合误差结果。以下从误差来源、计算步骤、关键参数及实例说明四部分详细介绍:一、测量误差的**来源激光轴同心度检测仪的测量误差由系统误差、随机误差和环境误差共同构成,具体包括:系统误差:设备固有精度(如激光波长稳定性、CCD探测器分辨率)、夹具安装偏差(夹爪与轴的同心度误差)、基准轴校准偏差等。随机误差:多次测量中因振动、气流扰动、操作手法细微差异导致的数值波动。环境误差:温度变化(导致工件/设备热胀冷缩)、湿度(影响激光传播)、电磁干扰(影响传感器信号)等。三、实例说明以ASHOOTERAS500测量某钢轴(长度L=500mm)为例:标准件对比:标准轴径向偏差,测量值→Δ_系统_r=。5次重复测量径向偏差:、、、、→μ_r=,σ_r≈→Δ_随机_r=3×≈。环境温差Δt=5℃→Δ_T=×10⁻⁶/℃×500mm×5℃≈→Δ_环境_r≈。总径向误差=√(²+²+²)≈。四、注意事项优先通过标准件校准(如已知偏差的精密轴)验证设备误差,减少系统误差影响。多次测量时需保持环境稳定(温度波动≤2℃,振动≤),降低随机误差和环境误差。
预测性维护与数据管理能力AS500通过多源数据融合实现设备健康状态的全周期追踪:智能报告生成:内置故障数据库与算法模型,可根据对中偏差、温度热点、振动频谱自动生成诊断报告,标注“需立即调整”“定期监测”等维护建议,并支持USB/蓝牙导出对接企业CMMS系统。例如,某电机检测中,振动频谱显示10-1000Hz频段加速度值超标(),结合热成像发现轴承温度85℃(正常<60℃),系统自动判定轴承磨损并建议更换,避免了转子扫膛事故。历史数据追溯:,可见光摄像头同步拍摄设备状态,生成包含热力图的智能报告,便于追溯故障演变过程。而FixturlaserAT-200等竞品虽有3D图形界面,但未集成热成像与振动数据存储功能。 轴激光对中仪与数字孪生技术的结合应用。
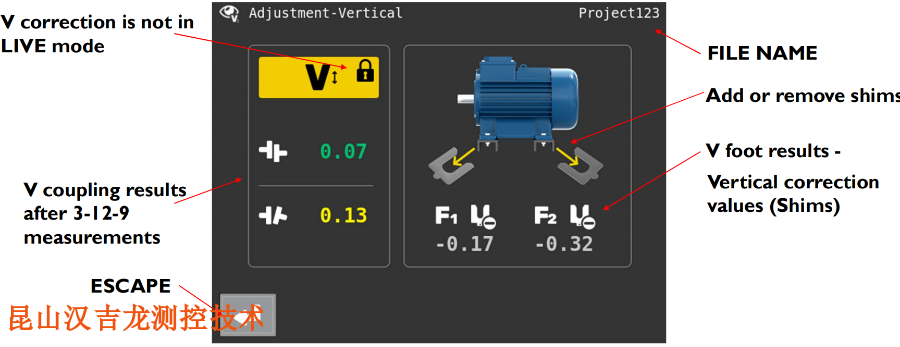
爱司500红外热成像:内置 FLIR Lepton 160×120 像素热像仪(测温范围 - 10℃~400℃),可提**-6 个月发现轴承过热、电机绕组故障等隐患。例如,当轴偏差达 0.3mm 时,对应轴承温度通常升高 15℃,热成像能实时定位热点区域并与激光数据联动验证。振动分析:可选配的 VSHOOTER + 模块支持 10Hz-14kHz 频谱分析,通过 FFT 算法识别不平衡(2X 频率异常)、不对中(1X 幅值升高)等机械故障。例如,某压缩机对中偏差 0.5mm 时,振动速度达 12mm/s(超标),结合热成像和激光数据可快速定位问题根源。汉吉龙联轴器偏差找正仪的显示界面设计:数据可视化的重要性。福建原装进口轴找正仪
ASHOOTER系列激光轴对中系统的高精度CCD探测器有哪些优势?无线轴找正仪工作原理
五轴叶轮加工中心校准某航空航天企业五轴叶轮加工中心因A轴旋转精度下降,导致叶片型面误差超标。使用ASHOOTER进行校准:激光对中:检测A轴回转轴心在Y方向偏差0.025mm,通过调整转台支撑轴承位置消除偏差。热成像监测:发现主轴前轴承温度异常升高(75℃vs正常50℃),结合振动分析判定轴承预紧力不足,重新调整后温度恢复正常。动态补偿:针对叶轮高速旋转时的离心力变形,ASHOOTER生成冷态预调整方案,使叶片加工轮廓误差从±0.04mm控制在±0.01mm以内,加工效率提升15%。无线轴找正仪工作原理